En detalle: reparación de bricolaje de una perforadora 2n125 de un maestro real para el sitio my.housecope.com.
Fabricante de taladradoras verticales modelos 2Н125, 2Н135, 2Н150, 2Г175 - Planta de máquinas herramienta Sterlitamak, NPO Machine-Tool Building LLC, fundada en 1941.
La historia de la planta de máquina-herramienta de Sterlitamak comienza el 3 de julio de 1941, cuando comenzó la evacuación de la planta de máquina-herramienta de Odessa a la ciudad de Sterlitamak.
Ya el 11 de octubre de 1941, la Planta de Máquina-Herramienta de Sterlitamak comenzó a producir máquinas-herramienta modulares especiales para la industria de defensa.
Actualmente, la planta produce equipos para mecanizado de metales, incluidas máquinas de torneado y fresado CNC, centros de mecanizado multifuncionales, herramientas de corte y mecanizado de metales.
La perforadora vertical universal 2H125, con un diámetro de perforación nominal de 25 mm, se utiliza en empresas con una producción de productos única y en pequeña escala y está diseñada para realizar las siguientes operaciones: perforación, escariado, avellanado, avellanado, escariado y recorte de termina con cuchillos.
Los límites del número de revoluciones y avances del husillo permiten procesar varios tipos de agujeros en condiciones de corte racionales.
Cronología la producción de la planta de perforadoras verticales serie 2125 con un diámetro de perforación de hasta 25 mm:
- 2125 - el primer modelo de una serie de taladradoras verticales, producido entre 1945 y 1950.
- 2A125, 2A125A, 2A125K - los siguientes modelos de la serie, producidos entre 1950 y 1965
- 2N125, 2N125A, 2N125K, 2N125F2 - el modelo más popular y producido en serie de la serie, producido desde 1965 hasta principios de los 90
- 2S125, 2S125-01, 2S125-04 - los últimos modelos de la serie. Descatalogado en 2014
| Video (haga clic para reproducir). |
La presencia de alimentación de husillo mecánico en las máquinas, con control manual de los ciclos de trabajo.
Permite el procesamiento de piezas en una amplia gama de tamaños de diversos materiales utilizando herramientas de aceros con alto contenido de carbono y de alta velocidad y aleaciones duras.
Las máquinas están equipadas con un dispositivo para invertir el motor eléctrico del movimiento principal, lo que permite enroscarlas con machos de roscar con avance manual por husillo.
Categoría de colocación 4 de acuerdo con GOST 15150-69.
Desarrollador - Oficina de diseño especial de máquinas herramienta especiales de Odessa.
Las perforadoras verticales básicas se utilizan para procesar agujeros de diferentes diámetros: 2H125... Los dos últimos dígitos de cada número de modelo indican el diámetro de orificio más grande en mm que se puede perforar en esta máquina en 45 espacios en blanco de acero.
Sobre la base de los modelos básicos de máquinas-herramienta anteriores, se han creado los siguientes modelos modificados:
2N125A - taladradoras verticales con control automático (el control se realiza mediante levas y botones preestablecidos);
2N125K - coordinar las perforadoras verticales con una mesa transversal;
2N125S - Taladros verticales de una posición especiales con caña de brida, que sirve para la fijación de cabezales de múltiples husillos;
2Н125Н - Taladros multiposición diseñados para la instalación de cabezales multihusillo y mesas giratorias;
2N125F2 - Taladros CNC, mesa transversal y torreta, etc.
- 2T125, 2T140, 2T150 - fabricante: planta Gomel de unidades de máquina herramienta
- 2АС132, 2АС132-01 - fabricante: planta de máquina-herramienta de Astracán
- 2L125, 2L132, 2L135, LS25, LS35 - fabricante: planta de máquina herramienta de Lipetsk (PJSC STP-LSP)
- MN25L, MN25N-01 - fabricante: planta de máquina-herramienta de Molodechno
Dibujo del espacio de trabajo de la taladradora 2H125
Foto de la perforadora 2Н125
Ubicación de las partes principales de la perforadora 2H125
- Accionamiento de la perforadora - 2N125.21.000
- Caja de velocidad de la máquina - 2H125.20.000
- Bomba de pistón de aceite - 2N125.24.000 para máquina 2N125
- Bomba de pistón de aceite - 2Н135.24.000
- Caja de alimentación - 2Н125.30.000
- Columna, mesa, placa - 2H125.10.000
- Mecanismo de control de velocidad y avance - 2H125.25.000
- Armario eléctrico - 2N125.72.000
- Equipo eléctrico - 2N125.94.000
- Conjunto de husillo - 2H125.50.000
- Sistema de refrigeración de la máquina - 2H125.80.000
- Cabezal de perforación - 2H125.40.000
Disposición de los controles para la perforadora 2H125
- Etiqueta: "Llenado" de refrigerante
- Plato - "Drenaje"
- Interruptor de enfriamiento
- + 19 tornillos para ajustar la cuña de la mesa y el cabezal de perforación
- Asa para mover la mesa
- Abrazadera de mesa y tornillos de cabeza perforadora
- Etiqueta: "Conexión a tierra"
- Interruptor de apertura
- Calcomanía - "Interruptor principal"
- Botón de señal MACHINE ON
- Botón para activar la rotación derecha del husillo
- Botón de rotación del eje izquierdo
- Botón para activar el movimiento oscilante del eje al cambiar velocidades y avances
- Perilla de cambio de marchas
- Botón Detener
- Placa - "Velocidad"
- Calcomanía: "Cambie la velocidad solo al detenerse"
- Abrazadera de mesa y tornillos de cabeza perforadora
- +4 tornillos para ajustar la cuña de la mesa y el cabezal de perforación
- Placa - "Avance, mm por revolución"
- Manija del interruptor de alimentación
- Botón de alimentación manual
- Volante del mecanismo de alimentación
- Extremidad para leer la profundidad de trabajo
- Interruptor de luz
- Etiqueta: "Enfriamiento"
- Interruptor de bomba de enfriamiento
- Leva para ajustar la profundidad de trabajo
- Leva para ajustar la profundidad del hilo a cortar
- Palanca para la inversión automática del accionamiento principal cuando se alcanza la profundidad especificada del hilo de corte
- Palanca para detener el avance mecánico cuando se alcanza la profundidad de trabajo especificada
- Cuadrado para el movimiento manual del cabezal de perforación
Diagrama cinemático de la taladradora 2H125
Lista de símbolos gráficos en la perforadora 2H125
Dibujo de la caja de cambios de la taladradora 2N125
Caja de cambios y propulsión. La caja de cambios informa al husillo de 12 velocidades de rotación diferentes mediante bloques móviles 5 (Fig. 7), 7, 8. Los soportes del eje de la caja se colocan en dos placas, superior e inferior 4, unidas entre sí por cuatro bridas 6. La caja de cambios hace girar verticalmente un motor eléctrico a través de un acoplamiento elástico 10 y un tren de engranajes 9. El último eje 2 de la caja - el manguito - tiene un orificio estriado a través del cual se transmite la rotación.
A través del par de engranajes 3, la rotación se transmite a la caja de alimentación.
La lubricación de la caja de cambios, como todas las unidades de montaje del cabezal de perforación, se realiza mediante una bomba de émbolo fijada en la placa inferior 4. El funcionamiento de la bomba se controla mediante un indicador de aceite especial en la parte delantera de la placa del submotor.
El mecanismo para controlar las velocidades y avances de la perforadora 2H125
El mecanismo para cambiar las velocidades y avances de la perforadora 2H125
Mecanismo de cambio de velocidades y avances.... Los engranajes se cambian mediante el mango 2 (Fig.8), que tiene cuatro posiciones alrededor de la circunferencia y tres a lo largo del eje, el cambio de avance se realiza mediante el mango 3, que tiene tres posiciones alrededor de la circunferencia para los modelos de máquina 2H135 y cuatro para 2H150 y tres posiciones a lo largo del eje. Las asas están ubicadas en la parte frontal de la cabeza de perforación. El recuento de las velocidades y avances incluidos se realiza según las tablas 1 y 4.
Dibujo de la caja de alimentación de la perforadora 2N125
Caja de cambios. El mecanismo se monta en una carcasa separada y se instala en el cabezal de perforación. Debido al movimiento de dos bloques de engranajes triples, se realizan nueve alimentaciones diferentes en las máquinas 2H125, 2H135 y doce alimentaciones en la máquina 2H150. En las máquinas 2H125 y 2H135, las cajas de alimentación se diferencian solo en el accionamiento, que consta de las marchas 1 en la máquina 2H125 (Fig. 9), en las máquinas 2H125, 2H135 - de las marchas 2, 3 - respectivamente.La caja de alimentación está montada en el orificio del soporte superior del tornillo sin fin del mecanismo de alimentación. En el último eje de la caja, hay un embrague 4, que transfiere la rotación al gusano.
Dibujo del cabezal de perforación de la perforadora 2H125
Cabeza de taladro es una fundición de sección en caja, en la que se montan todas las unidades de montaje principales de la máquina: una caja de cambios, una caja de cambios, un husillo, un mecanismo de avance, un contrapeso del husillo y un mecanismo de conmutación de velocidades y avances.
Mecanismo de alimentaciónque consta de un engranaje helicoidal, un eje horizontal con un engranaje de piñón y cremallera, un dial, una leva y embragues libres de trinquete, un volante, es una parte integral del cabezal de perforación.
El mecanismo de alimentación es impulsado por la caja de alimentación y está diseñado para realizar las siguientes operaciones:
- acercamiento manual de la herramienta a la pieza;
- encender la alimentación de trabajo;
- avance de alimentación manual;
- apagando la alimentación de trabajo;
- retracción manual del husillo hacia arriba;
- alimentación manual utilizada al enhebrar.
El principio de funcionamiento del mecanismo de alimentación es el siguiente: cuando el volante 14 (Fig.10) gira, el embrague de levas 8 gira hacia sí mismo, lo que hace girar el eje del piñón 3 de la cremallera y el piñón a través del medio embrague de jaula 7 , y el eje se alimenta manualmente. Cuando la herramienta se acerca a la pieza, surge un par en el eje del piñón 3, que no puede ser transmitido por los dientes del embrague de levas 8, y la jaula de medio embrague 7 se mueve a lo largo del eje hasta los extremos de las levas de las piezas 7 y 8 se enfrentan entre sí. En este momento, el embrague de levas 8 gira con respecto al eje del piñón 3 en un ángulo de 20 °, que está limitado por la ranura en la pieza 8 y el pasador 10. En la jaula - medio embrague 7, hay un doble -Disco de trinquete de lados 6 conectado al medio embrague mediante trinquetes 13. Al mover la jaula-medio embrague 7, los dientes del disco 6 encajan con los dientes del disco, integrado con la rueda helicoidal 5. Como resultado, la rotación del gusano se transmite al engranaje de cremallera y el husillo se alimenta mecánicamente. Con una mayor rotación del volante 14 con la alimentación encendida, los trinquetes 13, asentados en el semiacoplamiento 7, se deslizan a lo largo de los dientes del lado interior del disco 6; hay un avance manual de la alimentación mecánica.
Cuando se gira manualmente el volante 14 (después de girarlo hacia sí mismo en un ángulo de 20 °), el diente del embrague 8 se apoya contra la cavidad del clip de medio embrague 7. Debido a la fuerza axial y un resorte especial 12 , el clip de medio embrague 7 se desplaza hacia la derecha y desacopla los discos dentados 5 y 6; paradas de alimentación mecánicas.
El mecanismo de alimentación permite la alimentación manual del husillo. Para hacer esto, apague la alimentación mecánica con el volante 14 y mueva la tapa 9 a lo largo del eje del eje del engranaje 3 alejándose de usted. En este caso, el pasador II transmite el par del embrague de levas 8 al eje horizontal. En la pared izquierda del cabezal de perforación, se monta una rama 4 para la lectura visual de la profundidad después de mecanizar y ajustar las levas.
Hay un mecanismo para el movimiento manual de la cabeza de perforación a lo largo de las guías de la columna, que consta de un par de tornillo sin fin 2 y un par de piñón y cremallera I. Para proteger el mecanismo de avance de roturas, hay un embrague de seguridad 15. Tuerca 16 y tornillo 17 se utilizan para ajustar el contrapeso del resorte.
Conjunto de husillo de la perforadora vertical 2H125
El eje 2 (Fig. 11) está montado sobre dos. La fuerza de avance axial es absorbida por el cojinete de empuje inferior y la fuerza de golpe de la herramienta es absorbida por el superior. Los cojinetes están ubicados en el manguito 3, que se mueve a lo largo del eje con la ayuda de un par de piñón y cremallera. Los cojinetes del husillo se ajustan con la tuerca 1.
Se utiliza un dispositivo especial en el cabezal del husillo para golpear la herramienta. El golpe de gracia ocurre cuando el eje es levantado por el volante. El soporte del dispositivo se apoya contra el alojamiento del cabezal de perforación y la palanca 4, girando alrededor del eje; golpea la herramienta.
Esquema eléctrico de la perforadora 2H125
Descripción del trabajo del circuito eléctrico de la máquina.
Al encender el disyuntor de circuito de entrada B1, se energizan los circuitos principal y auxiliar, la luz de señal se enciende.Si se requiere refrigeración e iluminación, los interruptores correspondientes se colocan en la posición "ON". Al presionar el botón Kn2 "DERECHA", la bobina de arranque P1 recibe energía, los contactos principales encienden M1 en la rotación derecha del eje. A través de los contactos del bloque P1, se enciende el arrancador P5, que enciende la bomba eléctrica M2 y el relé de retardo P12.
Cuando presiona el botón SC "IZQUIERDA", el arrancador P1, el motor eléctrico M1, el relé P12 se desconectan después de que se descarga el condensador C3, los contactos del relé P12 (28-26) se cierran y los arrancadores P2 y M1 se encienden para la rotación a la izquierda. El relé P12 se enciende de nuevo.
Con la marcha atrás automática, estos cambios se producen cuando el microinterruptor B4 se activa desde la leva montada en el dial.
La parada se realiza pulsando el botón Kn1 "STOP", mientras se apagan los arrancadores P1 o P2, P5, desconectando M1, M2. A través de los contactos del relé P12 (7-9), se enciende el relé P11, seguido del encendido de los arrancadores P3 y P4. Los devanados del motor eléctrico M1 se conectan a través de los rectificadores D1, D2 al transformador Tr2, se produce el frenado dinámico. Después de la descarga del condensador C1, C2, el relé P11 se apaga, desconectando los arrancadores P3, P4 y M1 del circuito de freno.
Al cambiar de velocidad, si los engranajes no se acoplan, se utiliza la rotación escalonada del rotor del motor eléctrico. Al presionar el botón Kn4 "PROVOROT" se enciende el arrancador P4, un voltaje rectificado reducido fluye a través de las fases 1C2-1CЗ. El relé P11 se enciende con un retardo a través de la resistencia P2, apaga el arrancador P4 y enciende P3 - el voltaje fluye a través de las fases 1C1-1C2. Dichos cambios hacen que el rotor y la cinemática oscilen, lo que facilita el cambio de marcha.
Los relés térmicos se utilizan para la protección contra sobrecargas. Para protección cero: bobinas y contactos de arrancadores magnéticos.
Paginas 1 2 3 Siguiente
Debe iniciar sesión o registrarse para publicar una respuesta.
- Caballero Jedi
- Donde: Kostroma
- Registro: 23-05-2011
- Publicaciones: 1,010
Saqué una máquina perforadora de metal ferroso. No tomé muchas cosas, lo limpié, lo ungí, lo conecté a la red, todo funciona en principio, pero hay una cosa. Cuando la alimentación automática está encendida, el eje se mueve normalmente en el aire, tan pronto como comienza a entrar en el metal, la alimentación se apaga. Probé diferentes combinaciones de velocidades, el resultado es el mismo.
Al perforar un trozo de madera, no hay tal problema.
Hay flujo de calor, pero se ha cortado por ahora. Yo digo que el problema no está en la eléctrica, hay un motor para girar y para bajar, ahora está conectado directamente a 380v a través de una máquina convencional. La rotación no se detiene, solo se detiene el descenso.
Metal ferroso mágico. 
Si no es un secreto, ¿cuánto costó la salvación?
Todavía no lo sé con certeza, la persona designada 25 r / kg, la máquina aún no se ha pesado, pero en Internet pesa unos 600 kg.
Y realmente mágico, ahora no puedes comprar nada que valga la pena por esa cantidad de dinero. Algo similar costará muchas veces más.
Antes de eso, compré un torno completamente funcional por 15 tr. incluido el transporte. su peso es de 1,3 toneladas)
Antes de eso, compré un torno completamente funcional por 15 tr. incluido el transporte. su peso es de 1,3 toneladas)
Suerte irreal. Es simplemente irreal.
¿Aparece esto a menudo allí? Me gustaría monitorear la situación en estas cosas de alguna manera. Ni siquiera sé cómo.
¿Instalas todo esto en tu garaje-taller?
- PVS
- Maestro Jedi

- Donde: Sverdlovsk
- Registro: 15-06-2011
- Publicaciones: 14,334
Entonces necesitas hacer una alimentación manual
- Caballero Jedi
- Donde: Kostroma
- Registro: 23-05-2011
- Publicaciones: 1,010
Entonces necesitas hacer una alimentación manual
Antes de eso, compré un torno completamente funcional por 15 tr. incluido el transporte. su peso es de 1,3 toneladas)
Suerte irreal. Es simplemente irreal.
¿Aparece esto a menudo allí? Me gustaría monitorear la situación en estas cosas de alguna manera. Ni siquiera sé cómo.
¿Instalas todo esto en tu garaje-taller?
Son cosas de diferentes lugares. Sólo una coincidencia.
No, tengo un taller de metalistería. Alquilo una habitacion.
Anteriormente alquilé una habitación con varias máquinas.Quería volver a comprar algo, no lo regalaron, ahora está todo tirado en la calle, pero aún así no devuelven nada.
todavía no regalas nada
El objetivo de un gerente inepto. A la mierda una herramienta así. Solo saben cómo alquilar y sacar babos. Y la mente para dominar el equipo disponible no es suficiente.
Miro YouTube, en Ufa la misma mierda, una antigua planta con soportes de máquinas, que valen la pena. Se puede volver a comprar al precio del metal. Solo la entrega será cara, supongo. Si es necesario, me pondré en contacto con la persona que trabaja allí / crea / elimina blogs.
No solo hay tornos, hay algunos muy especializados, como una prensa para toneladas feroces y todo eso. No recuerdo exactamente. Una enorme pila de cinturones apilados en una habitación separada.
Ciertamente no lo sé, pero ¿por qué querrías servir esto? Nunca he usado mi feed. Tiene un problema eterno, es la grasa. Si su grasa no fluye y un par de: husillo - canilla sin contragolpe, buena suerte.
Paginas 1 2 3 Siguiente
Debe iniciar sesión o registrarse para publicar una respuesta.
Mensaje # 1 Alex72 »02 de enero de 2018, 12:43
Mensaje # 2 HILERA »02 de enero de 2018, 12:48
Mensaje # 3 Salnik1970 »02 de enero de 2018, 13:20
Mensaje # 4 vanek-in1 »02 de enero de 2018, 17:12
Mensaje # 5 Operador de maquinaria »02 de enero de 2018, 18:16
Mensaje # 6 Salnik1970 »02 de enero de 2018, 21:09
Mensaje # 7 Alex72 »03 de enero de 2018, 13:01
Gracias ! Contar. ¿Cuál es el mejor lado para abrir la cubierta lateral? ¿Qué sería mejor acercarme a esta primavera?
Enviado después de 2 minutos 31 segundos:
Mensaje # 8 Salnik1970 »03 de enero de 2018, 13:41
Mensaje # 9 vanek-in1 »03 de enero de 2018, 13:42
Mensaje # 10 Alex72 »06 de enero de 2018, 01:56
Lo abrí hoy desde el costado de la extremidad. Sacó la brida. Unido a él con dos tornillos. Algún tipo de mecanismo de resorte. con un yugo. El engranaje solar permaneció en la brida. Incluye un pequeño engranaje. Que está en el eje del propio volante. Levantó la pluma manualmente. Soportado. y recogido todo. La pluma no se cae. Multa. Pero ella tampoco vuelve a la cima.
Estoy leyendo. lo que hay en el bordillo. ... Hasta donde yo entiendo. Hay una cadena con un peso para devolver la pluma.
Y otra pregunta: Solicite el dispositivo de la tapa en la rueda de 125k. Estoy perdido.
¿Qué tan difícil es hacerlo tú mismo?
Enviado después de 2 minutos 53 segundos:
Un poco de historia. Trabajé durante algún tiempo en un taller de reparación de bombas de combustible de alta presión (bombas de combustible de alta presión), y había una perforadora abandonada en el segundo piso, es decir, una perforadora. El dueño se la llevó al infierno, comprándola, en su opinión, "un sustituto adecuado". A mi pregunta, ¿qué le pasa? Él respondió que la pluma golpea y ya no le es posible perforar.
Caminando alrededor de la máquina, me di cuenta de que el dueño, por suerte para mí, estaba lleno
el maniquí estaba mal y el problema eran los cojinetes. Pero no se lo conté, simplemente le ofrecí comprarle estas "cosas" al precio de la chatarra, a lo que él, de hecho, accedió rápidamente. Así, me convertí en el orgulloso propietario de una máquina perforadora a fines de los años 60, que pesaba así menos de 150 kilogramos, su columna es de fundición, de una pieza, cono Morse No. 2 en púas y un motor de kilovatios. En resumen, una máquina industrial bastante pequeña.
Rápidamente llamé a un amigo con una camioneta y, hasta que nadie cambió de opinión, lo desarmamos en pedazos más digeribles, lo cargamos en un automóvil y lo llevamos a mi casa en el balcón de mi taller.

Además, se realizó un desmontaje más detallado de la máquina, presionando los cojinetes muertos en la basura:

Esto fue seguido por: enjuagar todo, desde grasa vieja, limpiar pintura vieja, reemplazar cojinetes por nuevos cerrados (obstruidos con grasa del fabricante).



"Sombrero limpio" - protector de cinturón:

Montaje de canilla ya con cojinetes nuevos:

Al mismo tiempo, se realizó masilla y pintura de la máquina:



Se lavaron las últimas piezas, se colocaron termorretráctiles en los mangos para un aspecto más estético, se compró grasa (grasa) y todo está listo para el montaje final:



Lentamente todo encaja en su lugar:

En el proceso, se decidió no vaporizar con el viejo motor trifásico, todavía no tengo tres fases en casa, por lo que se obtuvo un nuevo motor por kilovatio de potencia y se mecanizó un adaptador. La polea se iza al lugar que le corresponde en el nuevo motor:

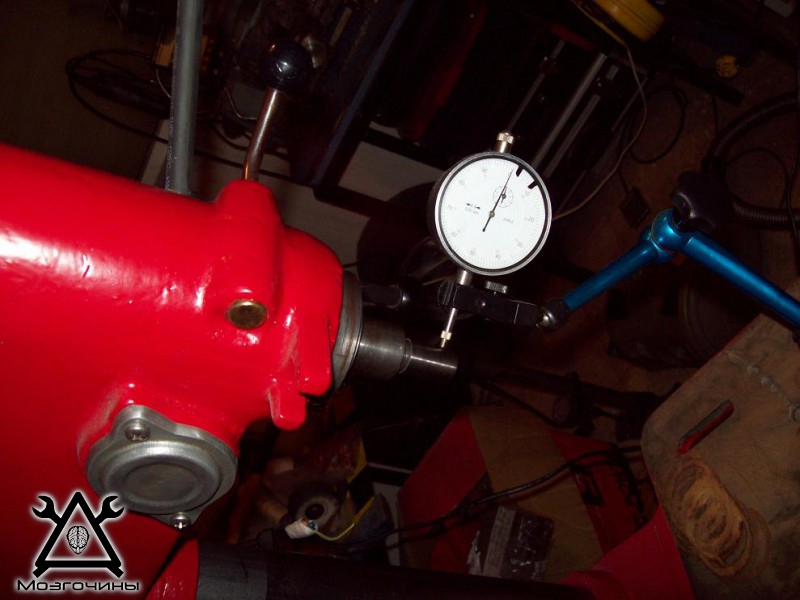
Recordando que sería bueno verificar los resultados de la reparación de la pluma, más precisamente, el reemplazo de los rodamientos, y observar los latidos resultantes, traté de hacerlo. Y ... ¡oh, un milagro! - a pesar de que al elegir los rodamientos no seguí la clase de precisión, el resultado superó todas las expectativas, la desviación radial es 0.01:
Finalmente, un par de últimas pequeñas cosas, y las máquinas ya están en su lugar:


Y al final, un poco de curiosidad. La máquina salió brillante, precisa, potente, pero con un problema: GIRA EN EL OTRO LADO, es decir, hacia la izquierda.
La moraleja de la historia es que no beba mucha cerveza cuando restaure el equipo. Lo encendí cien veces, lo torcí, lo torcí y NUNCA noté que giraba en la dirección opuesta (probablemente porque no había cartucho y no era visible en el eje redondo). Pero no importa. Habiendo hecho sonar el motor, me di cuenta de que no sería posible revertirlo fácilmente y, escupiendo, compré un juego de taladros "izquierdos", lo he estado usando durante varios años y estoy feliz como un elefante.

- Relicario steampunk de bricolaje - 16/12/2016
- Mechero Steampunk - 08/12/2016
- Otra unidad flash Steampunk - 28/07/2016
- Unidad flash Steampunk - 07/12/2016
- Scooter eléctrico reclinable - 18/06/2016
- Tablero para scooter eléctrico - 04.06.2016
- Mini kubotan, abridor, llavero - 05/12/2016
- Mini martillo - 30/04/2016
- Unidad flash en forma de bujía - 25/04/2016
- Colgantes para moteros - video - 18/04/2016
- Accesorio eléctrico para silla de ruedas - 07/09/2014
- Faros LED para bicicletas eléctricas - 25/06/2014
- Lámpara estilo post-núcleo - 24.06.2014
- Faros LED para bicicletas eléctricas - 22/06/2014
- Canteadora de mármol - 21/06/2014
¿No puedes cambiar la dirección de rotación? Hasta donde yo sé, solo cuando se conectan los devanados con un "delta" con cables soldados es problemático cambiar la dirección de rotación. En todos los demás casos, puede hacerlo.
Clase. ¿Habrá otros artículos con restauración?
Si encuentro fotos, habrá otra sobre un pequeño torno :)
Miro las fotos, no, esto es una completa pesadilla, nada es visible, habrá otros proyectos.
No todos los dispositivos monofásicos son fácilmente reversibles, en el mío, sin un desmontaje completo para llegar a los devanados, simplemente decidí no vaporizar.
La máquina lleva 4 años funcionando y no hay quejas, los taladros izquierdos se suelen utilizar en máquinas CNC y por tanto de una calidad mucho mayor, ya que están diseñados para una carga intensa.
Por supuesto, un taller es posible, pero además hay decenas de artículos.
Solo necesitas pensar en qué sección colocarlo.
Veamos, creo que es mejor como tema separado, en la caja de herramientas, por ejemplo.
Súper. Siguiente publicación publica tu taller. Todo el mundo ya lo ha apreciado y le gustaría ver su lugar de trabajo. Creo que será válido.
Su navegador no es compatible con lienzo.





Las perforadoras verticales universales 2H125, 2H135, 2H150 se utilizan en empresas con producción de productos a pequeña y única escala y están diseñadas para realizar las siguientes operaciones: taladrar, escariar, avellanar, avellanar, escariar y recortar con cuchillos.
La presencia de un husillo mecánico que se alimenta de máquinas herramienta, con control manual de los ciclos de trabajo, permite procesar piezas en una amplia gama de tamaños de diversos materiales utilizando herramientas de aceros de alto carbono y alta velocidad y aleaciones duras.
Las máquinas están equipadas con un dispositivo para invertir el motor eléctrico del movimiento principal, lo que permite enroscarlas con machos de roscar con avance manual por husillo.
Categoría de colocación 4 de acuerdo con GOST 15150-69.
Diagrama cinemático
El diagrama cinemático de las máquinas 2H125, 2H135 se muestra en la Fig.5.
Debido a la simplicidad de los esquemas cinemáticos, no se da su descripción.
Nota.La cadena de movimiento de la mesa es la misma para las tres máquinas.
La cadena de alimentación es la misma para las máquinas 2125 y 2H135.
Columna, mesa, plato
La columna de la máquina es de hierro fundido. El cabezal de perforación y la mesa se mueven manualmente a lo largo de las guías de la columna de cola de milano. La mesa de la máquina tiene tres ranuras en T. Se instala una bomba eléctrica en la losa de cimentación, y dentro de la losa hay un depósito con un sumidero para refrigerante.
Caja de cambios y propulsión
La caja de engranajes informa al husillo de 12 velocidades de rotación diferentes mediante bloques móviles 5 (Fig. 7), 7, 8. Los soportes del eje de la caja están ubicados en dos placas, superior 1 e inferior 4, unidas entre sí por cuatro bridas 6. La caja de cambios es rotada verticalmente por un motor eléctrico a través de un acoplamiento elástico Yu y un tren de engranajes 9. El último eje 2 de la caja - el manguito - tiene un orificio ranurado a través del cual se transmite la rotación al eje. A través del par de engranajes 3, la rotación se transmite a la caja de alimentación. La caja de engranajes, como todas las unidades de montaje del cabezal de perforación, se lubrica con una bomba de émbolo montada en la placa inferior 4. El funcionamiento de la bomba se controla mediante un indicador de aceite especial en la parte delantera de la placa del submotor.
Mecanismo de cambio de velocidades y avances.
El cambio de velocidades se realiza mediante el mando 2 (Fig.8), que tiene cuatro posiciones alrededor de la circunferencia y tres a lo largo del eje "El cambio de avance se realiza mediante el mando 3, que tiene tres posiciones alrededor de la circunferencia para los modelos de máquina 2H125, 2H135 y cuatro para 2H150 y tres posiciones a lo largo del eje. Las asas están ubicadas en la parte frontal de la cabeza de perforación. El recuento de las velocidades y avances incluidos se realiza según las tablas 1 y 4.
Caja de cambios
El mecanismo está montado en una carcasa separada y está instalado en el cabezal de perforación. Debido al movimiento de dos bloques de engranajes triples, se realizan nueve alimentaciones diferentes en las máquinas 2H125, 2H135 y doce alimentaciones en la máquina 2H150. En las máquinas 2H125 y 2H135, las cajas de alimentación difieren solo en el accionamiento, que en la máquina 2H125 consta de engranajes I (Fig. 9), en las máquinas 2H125, 2H135, de engranajes 2, 3, respectivamente. La caja de alimentación está montada en el orificio del soporte superior del tornillo sin fin del mecanismo de alimentación. En el último eje de la caja, hay un embrague 4, que transfiere la rotación al gusano.
Cabeza de taladro
El cabezal de perforación es una fundición de hierro de sección en caja, en la que se montan todas las unidades de montaje principales de la máquina: caja de cambios, caja de alimentación, husillo, mecanismo de alimentación, contrapeso del husillo y mecanismo de conmutación de engranajes y alimentación.
El mecanismo de avance, que consta de un engranaje helicoidal, un eje horizontal con un engranaje de piñón y cremallera, un dial, una leva y embragues de rueda libre, un volante, es una parte integral del cabezal de perforación.
El mecanismo de alimentación es impulsado por la caja de alimentación y está diseñado para realizar las siguientes operaciones:
acercamiento manual de la herramienta a la pieza; encender la alimentación de trabajo;
avance de alimentación manual;
apagando la alimentación de trabajo;
retracción manual del husillo hacia arriba;
alimentación manual utilizada al enhebrar.
El principio de funcionamiento del mecanismo de avance es el siguiente: cuando el volante 14 (Fig.10) gira, el embrague de levas 8 gira hacia sí mismo, el cual, a través del semi-embrague de jaula 7, hace girar el eje del piñón 3 de la cremallera. y piñón, el eje se alimenta manualmente. Cuando la herramienta se acerca a la pieza, surge un par en el eje del piñón 3, que no puede ser transmitido por los dientes del embrague de levas 8, en la jaula de medio embrague 7 se mueve a lo largo del eje hasta los extremos de las levas de las piezas 7 y 8 se enfrentan entre sí. En este momento, el embrague de levas 8 gira con respecto al eje del engranaje 3 en un ángulo de 20 °, que está limitado por la ranura en la pieza 8 y el pasador 10. En la jaula - medio embrague 7, hay un doble -Disco de trinquete de lados 6 conectado al medio embrague con trinquetes 13. Al mover el medio embrague de jaula 7 los dientes del disco 6 encajan con los dientes del disco 6, hecho en una sola pieza con la rueda helicoidal 5.Como resultado, la rotación del tornillo sin fin se transmite al engranaje de cremallera y el husillo se alimenta mecánicamente. Con una mayor rotación del volante 14 con la alimentación encendida, los dientes 13, sentados en el semi-embrague de jaula 7, se deslizan a lo largo de los dientes del lado interior del disco 6; hay un avance manual de la alimentación mecánica.
El mecanismo de alimentación permite la alimentación manual del husillo. Para hacer esto, apague la alimentación mecánica con el volante 14 y mueva la tapa 9 a lo largo del eje del eje del engranaje 3 alejándose de usted. En este caso, el pasador 11 transmite el par desde el embrague de levas 8 al eje horizontal. En la pared izquierda del cabezal de perforación, se monta un dial 4 para la lectura visual de la profundidad de trabajo y el ajuste de las levas.
Hay un mecanismo para el movimiento manual de la cabeza de perforación a lo largo de las guías de la columna, que consta de un par de tornillo sin fin 2 y un par de piñón y cremallera 1. Para proteger el mecanismo de avance de roturas, hay un embrague de seguridad 15. Tuerca 16 y tornillo 17 se utilizan para ajustar el contrapeso del resorte.
El eje (fig. 11) está montado sobre dos rodamientos de bolas. La fuerza de avance axial es absorbida por el cojinete de empuje inferior y la fuerza de golpe de la herramienta es absorbida por el superior. Los cojinetes están ubicados en el manguito 3, que se mueve a lo largo del eje con la ayuda de un par de piñón y cremallera. los cojinetes del husillo se ajustan con la tuerca 1
Se utiliza un dispositivo especial en el cabezal del husillo para golpear la herramienta. El golpe de gracia ocurre cuando el eje es levantado por el volante. El soporte del dispositivo se apoya contra el cuerpo de la cabeza de perforación y la palanca 4, girando alrededor del eje, golpea la herramienta.
Diagrama eléctrico
Al encender el disyuntor de entrada Q1, se aplica voltaje a los circuitos principal y auxiliar, la lámpara de señal H2 en el panel de control se enciende. Si se requiere refrigeración e iluminación, los interruptores correspondientes se colocan en la posición ON.
Al presionar el botón S2 DERECHA, la bobina de arranque K1 recibe energía, los contactos principales encienden el motor M1 a la rotación derecha del eje. A través de los contactos auxiliares K1 se enciende el arrancador K2, que enciende el motor eléctrico M2 y el relé de retardo K7.
Al presionar el botón S3 IZQUIERDA se apaga el arrancador K1, el motor eléctrico M1, el relé K7. Después de la descarga del condensador SZ, los contactos del relé K7 (28-26) se cierran y el arrancador de cortocircuito se enciende en el motor eléctrico M1 para la rotación izquierda del husillo. El relé K7 se enciende de nuevo.
Con la marcha atrás automática, estos cambios se producen cuando el microinterruptor S6 se activa desde la leva montada en el dial.
Deténgase presionando el botón S1 STOP. En este caso, los arrancadores K1 o KZ, K2 se apagan, apagando los motores eléctricos M1, M2. A través de los contactos del relé K7 (7-9), se enciende el relé K6, seguido del encendido de los arrancadores K4 y K5. Los devanados del motor M1 están conectados a través del rectificador V1, V2 al transformador T1. Se produce un frenado electrodinámico del husillo.
Después de la descarga de los condensadores C1, C2, el relé K6 se apaga, desconectando los arrancadores K4, K5.
Al cambiar de velocidad, si los engranajes no están engranados, se aplica el movimiento del rotor del motor M1. Al presionar el botón S4 ROCKING MOTION se enciende el arrancador K4, que suministra un voltaje rectificado reducido a las fases IC2-IC3.
A través de la resistencia R2, el relé K6 se enciende con un retraso, apagando el arrancador K4 y encendiendo el arrancador K5. En este caso, la subtensión fluye a través de las fases de ICI-IC2. Dichos cambios proporcionan balanceo del rotor, lo que facilita el cambio de marcha.
La perforadora vertical 2n125 está diseñada para perforar, escariar, avellanar, escariar los orificios de piezas en una producción única y en pequeña escala. Clase de precisión de la máquina - N (normal).
El diseño de la perforadora es bastante rígido y duradero, lo que elimina la posibilidad de vibraciones durante el procesamiento. Es posible procesar piezas de varios materiales (acero, hierro fundido, materiales no ferrosos), herramientas de alta velocidad (P6M5, P18) o aleación dura (TK, VK).
Dispositivo de la máquina de perforación:
- Accionamiento principal;
- Caja de velocidad de la máquina;
- El desatascador;
- El desatascador;
- Caja de alimentación de la máquina;
- Columna, mesa, plato;
- Mecanismo para controlar velocidades de rotación y avances;
- Armario;
- Equipo eléctrico de la máquina;
- Huso;
- Sistema de enfriamiento de la máquina;
- Cabezal de perforación de la máquina.
3. Interruptor de enfriamiento encendido;
4.19 Pernos de ajuste de la cuña de la mesa y del cabezal de perforación;
5. Asa para mover la mesa y la cabeza;
6.18 Tornillos de la abrazadera de la mesa y del cabezal;
10. Botón de señal MACHINE IS ON;
11. Botón para activar la rotación derecha del husillo;
12. Botón para activar la rotación del eje a la izquierda;
13. Botón para activar el movimiento de balanceo del eje al cambiar las velocidades de rotación y avance S;
14. Perilla para cambio de marchas;
21. Mango para cambiar alimentaciones;
22. Botón de inclusión de alimentación manual;
23. Volante del mecanismo de alimentación;
24. Extremidad para leer la profundidad del procesamiento;
27. Interruptor de la bomba de enfriamiento;
28. Leva para ajustar la profundidad de procesamiento;
29. Leva para configurar el valor de la profundidad del hilo cortado;
30. Palanca para retroceso automático del accionamiento principal cuando se alcanza el valor especificado de la profundidad del hilo cortado;
31. Palanca para apagar el avance cuando se alcanza el valor especificado de la profundidad del agujero;
32. Escuadra para el movimiento manual de la cabeza.
Gracias a las unidades móviles 5, 7, 8, la caja de cambios recibe y transmite al husillo 12 velocidades de giro diferentes. Los soportes del eje (cojinetes) de la caja de cambios están colocados en dos placas 1 y 4, que están unidas por cuatro bridas 6. La caja de cambios gira desde un motor eléctrico ubicado verticalmente a través de un embrague de sobrecarga elástico 10 y un engranaje recto 9.
El eje 2 - manguito - se realiza con un orificio estriado, con la ayuda del cual se transmite la rotación al husillo. A través del par de engranajes 3, el par se transmite a la caja de cambios.
La caja de alimentación está montada en una carcasa de hierro fundido separada y está montada en la cabeza de perforación. El movimiento se realiza mediante dos juegos de engranajes triples y recibe nueve alimentaciones diferentes.
| Video (haga clic para reproducir). |
El mecanismo de alimentación está conectado a la caja de alimentación y está diseñado para realizar varias operaciones, a saber:
- acercamiento manual de la herramienta de corte a la pieza de trabajo;
- encender la alimentación de trabajo de la herramienta;
- movimiento de alimentación manual;
- apagar la alimentación de trabajo de la herramienta;
- retracción manual del cabezal del husillo hacia arriba;
- alimentación manual S, que se utiliza al cortar varios hilos.













