En detalle: reparación del par de émbolos de bricolaje de un maestro real para el sitio my.housecope.com.
Uso: restauración de superficies desgastadas de piezas de precisión, como pares de émbolos de bombas de combustible de alta presión. La esencia de la invención: en un émbolo desgastado, las superficies de apoyo se forman en forma de correas cilíndricas, ubicadas uniformemente a lo largo del eje del émbolo, y tiras cerradas a lo largo de los perímetros de las ranuras de corte. El ancho de las tiras y correas se selecciona dentro de los 3-4 mm con su área total del 46-56% del área del émbolo. Las superficies de apoyo se forman mediante la aplicación electroerosiva de un revestimiento de dos capas con deformación plástica de la superficie de la primera capa del revestimiento, por ejemplo, resistente al desgaste de VK 8, antes de aplicar la segunda capa de material antifricción, por ejemplo, realizado con un electrodo de cobre-grafito, después de recubrir el émbolo se frota en un regazo de hierro fundido con la adición de una pasta abrasiva. Se utiliza el par recuperado en lugar del nuevo. 1 enfermo
La invención se refiere a un método para la restauración electroerosiva de superficies desgastadas de piezas de precisión y puede utilizarse en ingeniería mecánica y reparación de máquinas para la restauración de pares de émbolos de bombas de combustible de alta presión (HPP).
Existe un método conocido para restaurar el perfil de trabajo de piezas que operan en condiciones de desgaste desigual, según el cual se aplica preliminarmente una capa protectora a la superficie de trabajo del perfil de las piezas, cuyo espesor es el límite para el seleccionado. modo electroerosivo (av.c. CCCP N 698746, clase B 23 N 9/00, 1979).
La desventaja de este método es que el espesor de capa máximo para el modo electroerosivo seleccionado se caracteriza por la concentración de defectos y tensiones de tracción residuales, lo cual es indeseable cuando se emparejan partes de pares de precisión.
| Video (haga clic para reproducir). |
Lo más cercano a la solución técnica propuesta es un método para restaurar pares de émbolos, incluida la formación de una superficie de apoyo en el émbolo en forma de correas cilíndricas con la aplicación de un revestimiento antifricción (ed. N 1715864, C 21 D 1 / 78, 1992).
El método conocido no proporciona una restauración completa de la vida útil y los parámetros operativos del par de émbolos.
La base de la invención es la tarea de implementar tal método que aumentaría el recurso del par de émbolos, intensificaría con el tiempo el proceso de rodaje de las superficies de contacto mejorando la calidad de la restauración.
El problema se resuelve por el hecho de que en el método de restauración del par de émbolos, incluida la formación de la superficie de apoyo en el émbolo en forma de correas cilíndricas con la aplicación de un revestimiento antifricción, según la invención, el cilindro Las correas están dispuestas uniformemente a lo largo del eje del émbolo y forman superficies de apoyo adicionales en forma de tiras cerradas a lo largo de los perímetros de las ranuras de corte, mientras que el ancho de las tiras y las correas cilíndricas se selecciona dentro de 3-4 mm con su total. área del 46-56% del área de la superficie del émbolo, las superficies de soporte se forman mediante la aplicación electroerosiva de un revestimiento de dos capas con deformación plástica de la superficie de la primera capa de revestimiento antes de aplicar la segunda, antifricción.
Las ventajas del método aplicado son que la aplicación de la capa inferior del recubrimiento hecha de material resistente al desgaste y la superior del material antifricción proporciona no solo una alta resistencia al desgaste, sino también un buen pulido y rodaje; El tratamiento plástico de la superficie de la capa inferior antes de aplicar la capa superior asegura una buena adhesión de la capa al sustrato, un cambio en las tensiones de tracción internas a las tensiones de compresión internas y una distribución uniforme del espesor de la capa de revestimiento.
La aplicación del revestimiento en forma de franjas uniformemente espaciadas y a lo largo del perímetro de la ranura de corte asegura la formación de microhuecos, que corresponden en su propósito a las juntas laberínticas.
Los valores del área de cobertura dentro del 46-56% del área de recuperación total con un ancho de franja de recubrimiento de 3-4 mm se determinan mediante estudios experimentales adicionales y proporcionan un tamaño suficiente de la superficie de apoyo y la estanqueidad del par de émbolos. .
El dibujo muestra una vista general del par de émbolos ensamblados, restaurado por el método reivindicado. El par de émbolos incluye: émbolo 1, manguito del émbolo 2, ranuras de corte 3, orificio axial en el émbolo 4, orificio diametral en el émbolo 5, orificio de entrada en el manguito 6, orificio de derivación en el manguito 7, revestimiento de la superficie de trabajo del émbolo que consta de menor desgaste -capa resistente 8 y capa superior antifricción 9.
Un ejemplo de una implementación específica del método.
Se aplicó un recubrimiento resistente al desgaste a los pistones desgastados de la bomba de combustible de alta presión de los motores diesel KamAZ-740 hechos de acero ShKh15 en lugares por encima de la ranura de corte, debajo de la ranura de corte, a lo largo de los bordes del corte. - ranura de salida con un electrodo de aleación resistente al desgaste hecho de material VK8 en los siguientes modos: corriente I 0.8A, frecuencia de corriente f 200 Hz, tiempo de dopaje 
= 1 min / cm 2 con la formación de una franja de revestimiento con un ancho de 3-4 mm y un área total del revestimiento formado Fsp. 46-56% del área de recuperación del émbolo con una disposición uniforme de tiras de recubrimiento en la superficie restaurada.
Después de aplicar el recubrimiento, las superficies restauradas del émbolo se tratan con una guía especial de tres rodillos con una fuerza de rodadura de 100 kgf. El recubrimiento de las mismas áreas se realiza con un electrodo de cobre-grafito de aleación antifricción a I 1.2A, f 200 Hz,
= 1 min / cm 2 ..
Después de aumentar el diámetro exterior del émbolo en las secciones 8, 9, se frota en una capa de hierro fundido con la adición de una pasta abrasiva, y luego junto con el manguito del émbolo 2 con una pasta abrasiva. Después de eso, se usa el par de émbolos restaurado de esta manera en lugar de uno nuevo.
El estudio para determinar la dependencia del tiempo de operación en horas del par de émbolos restaurado mientras se asegura el suministro de combustible operativo en el ancho de la tira del revestimiento formado se llevó a cabo en un soporte especial STAR-12F para el suministro de combustible cíclico al tiempo que se aseguraba la vida útil de al menos 2500 horas Recubrimientos de 3 mm o más, se garantiza un funcionamiento estable. La limitación del ancho máximo de la franja de pavimento de 4 mm está determinada por la viabilidad económica.
El estudio para determinar la dependencia del tiempo de funcionamiento en horas del par de émbolos restaurado manteniendo el ancho de la tira de revestimiento de 3-4 mm y asegurando el suministro de combustible operativo en función de la relación del área total del revestimiento formado (Fcoating ) al área de restauración del émbolo (Fplunger) se llevó a cabo en un soporte STAR especial -12F para un suministro cíclico de combustible mientras se garantiza la vida útil de al menos 3000 horas. de las tiras de revestimiento formadas de 3-4 mm con su disposición uniforme en la superficie a reparar y correspondiente al recurso del nuevo par de émbolos.
Un método para restaurar un par de émbolos, en el que la formación de una superficie de apoyo sobre un émbolo en forma de bandas cilíndricas incluye la aplicación de un revestimiento antifricción, caracterizado porque las bandas cilíndricas están dispuestas uniformemente a lo largo del eje del émbolo. y forman superficies de soporte adicionales en forma de bandas cerradas a lo largo de los perímetros de las ranuras de corte, mientras que el ancho de las bandas y las correas cilíndricas se seleccionan dentro de los 3-4 mm con su área total del 46 al 56% del área de la superficie del émbolo , las superficies de soporte se forman mediante la aplicación electroerosiva de un revestimiento de dos capas con deformación plástica de la superficie de la primera capa de revestimiento antes de aplicar la segunda, antifricción.

Empecemos por el más pequeño, ¿qué es un émbolo? Un émbolo es una especie de pistón que se fabrica en forma de cilindro, su longitud excede su diámetro. En los automóviles diésel y los equipos de combustible, los denominados pares de émbolos se han generalizado. El par de émbolos consta de un émbolo y un manguito.
El par de émbolos es una de las partes principales de la bomba de combustible de alta presión o, para abreviar, la bomba de inyección. La bomba de combustible de alta presión marca y entrega la porción requerida de combustible en el momento adecuado al motor. También lo suministra bajo cierta presión y se suministra a los cilindros del motor. Para evitar fugas de combustible a alta presión a través del espacio entre el manguito y el émbolo, el espacio se hace muy pequeño, solo 1-3 micrones. El émbolo y el manguito están hechos de acero de alta resistencia, endurecido a alta resistencia, lo que da como resultado un par de piezas precisas y de alta calidad que no se pueden cambiar individualmente.
Para los pares de émbolos, la presencia de agua en el combustible diesel es destructiva, ya que cuando entra en el hueco de las piezas de precisión, la película de combustible que lubrica al par en las superficies de fricción se rompe y el émbolo funciona sin lubricación durante algún tiempo. Como resultado, se forman los llamados "agarrotamientos" en las superficies, como resultado de lo cual se atascan. Bueno, se conoce la entrada de agua en sí, de donde es combustible diesel de baja calidad, y el agua también contribuye a la corrosión del revestimiento y el émbolo, esto conduce a una reparación instantánea de los émbolos.
Además del agua, también surgen problemas con bastante frecuencia como resultado de partículas de polvo microscópicas que ingresan al combustible, funciona como una herramienta abrasiva y también daña el par de émbolos de la bomba. Debido a la entrada de diversas impurezas en el mecanismo del par de émbolos, también se produce el atasco y la interrupción de la bomba y el motor del automóvil, todo esto conduce a reparaciones.
El par de émbolos de la bomba de alta presión es un mecanismo de alta precisión y para evitar su falla, es necesario diagnosticar regularmente el par de émbolos y utilizar combustible de alta calidad.
Para diagnosticar el par de émbolos de la bomba de alta presión, es necesario contar con un equipo especial que le permita verificar el grado de desgaste y la producción del par de émbolos, y solo entonces, si es necesario, reemplazarlo por uno nuevo o restaurarlo. . La reparación del par de émbolos consiste en la restauración completa de los parámetros geométricos del manguito y del propio émbolo. La manga se reacondiciona mediante procesamiento mecánico. El émbolo se repara aplicándole un cromo duro resistente al desgaste. Solo en un garaje sin equipo, es decir de forma artesanal, es imposible reparar los pistones.
Regístrese para obtener una cuenta. ¡Es simple!
¿Ya registrado? Firme aquí.

¡Hola queridos usuarios del foro!
Pregunta / problema de este tipo.
Hyundai Terracan 2.9 crdi, el refrigerante a la izquierda, condujo el coche al servicio, hay "especialistas" (a decir verdad, la ciudad es pequeña y especialistas en
Casi no tenemos Hyundai) dijeron que la fuga se debió a la bomba, la bomba fue reemplazada, no manejamos el auto con frecuencia, así que solo después de un par de meses
Noté que el problema no se agota y el refrigerante aún desaparece y hay que reponer. Se dirigieron a otro servicio, dijeron que la fuga proviene de debajo de la “tapa del motor delantero” y es necesario reemplazar la junta, que “se escurría / funcionaba de vez en cuando”), teniendo esto en cuenta. y el hecho de que el servicio no sepa si es necesario quitar el motor (aún no han hecho ese trabajo), tengo las siguientes preguntas.
1. ¿Necesito quitar el motor para reemplazar esta junta, "debajo de la cubierta frontal del motor", o puedo reemplazarla sin quitarla?
Si entendí correctamente al asistente, quién me lo estaba explicando, parece que "cierra" las ventanas del sistema de enfriamiento y se encuentra debajo o alrededor de la bomba. - (Compré un automóvil compatible, más recientemente, por lo que es débil para repararlos y otras cosas)
2. ¿Se puede comprar y se vende por separado?
¿O compra un juego y reemplaza todo, o toma un juego y cambia solo uno? - recomendaron comprar el kit original, ¿es mucho mejor que el “no original”?
3.Según tengo entendido, existe una alta probabilidad de que la bomba vieja esté en orden y sea bastante funcional, con una inspección visual puedo determinar esto de alguna manera, ¿o simplemente preguntarle a un especialista?
PD. Gracias de antemano por sus respuestas, si creé un tema de alguna manera incorrectamente, o en la sección incorrecta, me disculpo con la administración y, si es posible, edito / muevo al deseado.
ps2. En Internet para una solicitud de portada, apareció, ¿es ella?
Por primera vez que escribo al foro, le pido que responda con una solicitud al nuevo propietario (no experimentado) Terrik y lo perdone por no conocer la parte técnica.
El problema comenzó con la llegada del calor, escuché que apareció un nuevo sonido en la parte trasera del auto (al principio pequé en la goma), resultó que no.
Llegué al servicio oficial, el maestro levantó el automóvil, dijo que para el reemplazo de los cojinetes del semieje, que ordené con éxito con la ayuda del foro (se negaron a reemplazarme allí, porque no podían garantizar la calidad de la reparación, diciendo que ya habían roto el semieje)
Se inscribió para un reemplazo en otra oficina. Cuando comenzó el servicio, resultó que estos no eran cojinetes de medio eje, sino el cojinete del engranaje impulsor del eje trasero (vástago), torcieron el cardán con las manos y sintieron un mal funcionamiento del cojinete.
Así que quiero preguntarle, ¿ha encontrado este problema y tiene razón en el servicio?
Si es así, dígame qué está cambiando en paralelo con el cojinete del vástago (puente LSD), cuáles son los números de catálogo.
kit de reparación de juntas y marca de émbolo adjunto para mi 4JG2. Spray izquierdo. Los maestros dijeron que me vendría bien de Surf, Delica. De hecho, no funcionó de esa manera.
¿Necesito lubricar el eje con pasta de goya y marcar el ritmo?
Émbolos para este motor en la tienda 5. Me aconsejaron que trajera el viejo y lo recogiera. El que es para delica, surf, cimarrón 9600, luego en aumento 10800, 12000. Mis queridos 14500 rublos. Desde Japón, fue estimado por la placa (en otra tienda): 9600 rublos. Pero me confundí cuando el vendedor dijo que son iguales en todos los 4JG2.
¿Qué es la pasta Goya? Mata el émbolo. Confía este negocio a artesanos con un stand normal, no te aconsejo que te subas tú mismo. Seguramente no hay artesanos en Yuzhno-Sakhalinsk. Los pares de émbolos ya se venden molidos en el tamaño requerido: la pasta solo aumentará el espacio, la presión disminuirá y el vapor irá a la basura. Por ejemplo, al servicio de mi hermano, antes del montaje, la bomba y el vapor se lavan a fondo, todas las bandas de goma y arandelas de cobre en la bomba (sí, son desechables), se cambia el sello de aceite, luego la bomba ensamblada "funciona" durante un tiempo en el stand, se mide la presión, la "dosis de combustible" inicial, el ajuste está en curso, etc. etc.
Y el precio es de 7 a 10 rublos por todo. Conduje el automóvil por la mañana, lo recogió por la tarde; quitarán / instalarán la bomba, cambiarán el émbolo, lo ajustarán como un reloj, si es necesario; reemplace la correa de distribución, los sellos de aceite de la frente, verifique las boquillas, reemplace el boquillas (todo por un cargo adicional). El par de émbolos está incluido en este dinero (recuperado con cromo de una bomba similar y lo que digan los oponentes de este método: yo patiné durante 4 años y ni siquiera pienso en subirme a la bomba, solo cambié las bandas de goma hace un mes, porque el anillo del gatillo estaba gastado y la bomba comenzó a tener fugas (30 minutos de funcionamiento).
PD: Lo principal es cambiar el filtro a tiempo y no llenar el solarium de origen desconocido.
Proceso tecnológico reparación de pares de émbolos por el método de niquelado químico incluye las siguientes operaciones:
- lavado, control y clasificación de piezas;
- mecanizado de émbolos y manguitos;
- niquelado químico de émbolos;
- procesamiento de émbolos después de la extensión;
- selección y rectificado mutuo de piezas;
- control y aceptación de parejas.
Lavado, control y clasificación de pares de émbolos... El control y la clasificación de los pares de émbolos consiste en un examen externo de las piezas y una prueba de estanqueidad. Se debe prestar especial atención a la identificación de la corrosión. Si se encuentran rastros de corrosión o marcas longitudinales, las piezas se reparan.Se comprueba la estanqueidad de los conjuntos de émbolo que tienen una superficie de funcionamiento suave. Parejas de émbolo, cuya densidad es menor que la norma, están incompletos; los émbolos y manguitos se envían para su reparación.
Mecanizado de émbolos... Para darle a la superficie de trabajo la forma geométrica correcta, así como eliminar los trazos y riesgos, las piezas se someten a un procesamiento mecánico (preliminar y acabado). El lapeado preliminar de la superficie de trabajo de los émbolos con un lapeado de hierro fundido se realiza en un cabezal de acabado especial o en un torno.
Mecanizado de manguitos... El mecanizado de manguitos incluye las siguientes operaciones:
- lapeado preliminar del agujero;
- lapeado fino del agujero;
- lapeado de la superficie del extremo;
- control y clasificación de piezas en grupos.
Niquelado químico de émbolos... Las superficies del émbolo, que no están sujetas a niquelado químico, se cubren con una capa fina y continua de barniz de PVC y se secan en un horno a una temperatura de 30-40 ° C.Para asegurar una buena adherencia de la aleación, el La superficie de la pieza se desengrasa completamente con gasolina y cal de calcio y magnesio.
Procesamiento posterior a la construcción... Si es necesario, las piezas se frotan para darle a la superficie de trabajo una forma geométrica más regular. El regazo debe moverse libremente a lo largo del eje del émbolo a 150-200 rpm de la pieza. Al procesar, se recomienda utilizar una pasta GOI fina. Después de un enjuague completo con gasolina, las piezas se miden y se clasifican en grupos según el tamaño de los diámetros de las superficies de trabajo con un intervalo de 2 micrones.
Selección y lapeado mutuo... Después del mecanizado final, se seleccionan los émbolos y se montan en los manguitos. El émbolo debe caber en la manga aproximadamente a lo largo de la banda para correr. El rectificado mutuo de piezas se realiza a 150-200 rpm del husillo. En este caso, se utiliza una pasta fina de GOI u óxido de aluminio. Mueva la manga a lo largo del émbolo suavemente, sin presión. El final del acabado se caracteriza por un movimiento más libre del manguito sobre toda la superficie de guía.
Los vapores listos se lavan con gasolina y se soplan con aire comprimido.
Control y aceptación de parejas... La calidad de las superficies lapeadas se determina mediante una inspección visual y comprobando el suave movimiento del émbolo en el manguito. Luego se prueba la densidad del vapor.
Las superficies lapeadas del émbolo y del manguito deben tener un brillo uniforme, se permite la presencia de los trazos más pequeños, apenas visibles a simple vista.
Después de lavar las piezas con combustible diesel, el émbolo, que se extiende desde el revestimiento entre 40 y 50 mm, debe, en posición vertical, por su propio peso, descender hasta el tope contra el extremo del revestimiento. No se permiten resistencias locales, frenado y pegado del émbolo en el manguito.
La densidad de los pares de émbolos se determina mediante prueba de presión con una mezcla de aceite MT-16P y combustible diesel con una viscosidad de 10 cc a 50 ° C.
Los vapores se prueban a una presión de 300 kg / cm2 a una temperatura del líquido de 18-20 ° C.
Sobre el arroz. 164 Se muestra un dispositivo para engarzar pares de émbolos. El par de prueba se instala en un manguito extraíble especial 3, en el que el manguito se bloquea con un tornillo. El manguito extraíble tiene ranuras para instalar el émbolo a lo largo del ángulo de rotación con respecto a las ventanas del revestimiento en la posición de suministro máximo de combustible. El conjunto de casquillos con el par probado se instala en el zócalo de la carcasa 9 del dispositivo.
El extremo del manguito se sella con un talón lapeado 8 y se sujeta con un tornillo 6 a través de la varilla 7. El peso 12 a través del sistema de palancas 1 y el empujador 2 mueve el émbolo hacia arriba. La palanca 5 se usa para levantar la carga a la posición superior y el pestillo 11 se usa para asegurarla. Una palanca especial 10 está diseñada para alimentar el émbolo durante la repetición de la prueba.
Arroz. 164. Dispositivo para prensar pares de émbolos.
El par se prueba en el siguiente orden. La carga se fija en la posición superior, el casquillo del dispositivo, junto con la litera del émbolo, se instala en el zócalo de la carcasa, el extremo del manguito se sella y la cavidad sobre el émbolo se llena con la mezcla de prensado, abriendo la válvula 4 del oleoducto.Entonces se suelta el pestillo de carga. Bajo la acción de la carga, el émbolo comprime la mezcla a una presión de 300 kg / cmg y, moviéndose hacia arriba, la exprime gradualmente a través del espacio del par de prueba. El cronómetro anota la duración de la caída de la carga, mediante la cual se determina la densidad del par. Cada par se riza 3 veces. Las pruebas se consideran correctas si la diferencia entre los datos obtenidos de los dos experimentos no supera los 3 segundos. Si la diferencia es mayor, el vapor debe enjuagarse con combustible diesel limpio y volver a probarse.
Los conjuntos de émbolos reacondicionados se clasifican según su densidad en tres grupos. El primer grupo incluye pares con un tiempo de prensado de 6 a 10 segundos, el segundo, de 10 a 15 segundos. y por el tercer jugo 15-20. Cada bomba está equipada con pares de émbolos del mismo grupo de densidad.
Los vapores que no cumplen las condiciones técnicas en términos de densidad se envían para reequipamiento. En caso de un leve agarrotamiento, el par de émbolos se vuelve a lavar a fondo con combustible diesel limpio y se vuelve a presurizar.
Para una verificación sistemática del estado del soporte, se utilizan pares de control y referencia. Además, se produce una funda de control para cada soporte. Utilizando este casquillo, se seleccionan dos pares de émbolos del número de piezas nuevas, cuya densidad corresponde al tiempo de prensado 6; 10 y 20 seg. La selección de las bolas de émbolo se realiza a una temperatura de 18 ° C utilizando una mezcla estándar. Los pares de control están marcados: "K-6 seg"; К-10 seg "y" К-20 seg ". Estos vapores se almacenan en la planta de OTK.
Para las piezas de referencia, se adopta la siguiente marca: "E-6 seg"; "E-10 seg" y "E-20 seg". Estos pares son utilizados por el supervisor del taller.
La diferencia de densidad permitida entre los pares de referencia y de control es de 0,5 segundos. para parejas con una densidad de 6 y 10 seg. y 1 seg. para parejas con una densidad de 20 seg.
Todos los días, al comienzo del trabajo, así como después de llenar el tanque del soporte con una mezcla fresca, se mide la densidad de los pares de referencia en la manga de trabajo del soporte.
Las lecturas del soporte se consideran correctas si la densidad de vapor obtenida difiere de la nominal (marcada en el par de referencia) en no más de 1 segundo. para parejas con una densidad de 6 seg., durante 2 seg. para parejas con una densidad de 10 seg. y pa 4 seg. para parejas con una densidad de 20 seg. Si la diferencia en las lecturas es mayor que los valores indicados, entonces el par de referencia se compara con el manguito de control. La diferencia permitida en las lecturas al probar el par de referencia en los casquillos de control y de trabajo no se permite más de 0,5 segundos. para parejas con una densidad de 6 y 10 seg. n 1 seg. para parejas con una densidad de 20 seg. Si la diferencia en los resultados de la prueba es mayor, entonces el casquillo de trabajo del soporte y el talón de sellado se reemplazan por piezas nuevas. El par de referencia se verifica dos veces al mes con el par de referencia en el manguito de referencia.
Después de clasificar en grupos, los pares de émbolos se marcan. Las piezas destinadas al almacenamiento a largo plazo están enlatadas. Para esto, el par de émbolos se lava con gasolina pura, se seca, se fija en un marco especial y se sumerge en un baño con aceite de aviación a una temperatura de 110-120 ° C. Después del cese de la asignación de espuma, se retira el marco con los detalles. Después de que el aceite se drene de la superficie de las piezas, el marco durante 2-3 segundos. sumergido en un baño con una mezcla conservante que contiene 100 g de parafina por 1 kg de aceite de aviación. La temperatura de la mezcla es 75-85 ° С.
Después de la conservación, cada par se envuelve en papel encerado o azocerita y se coloca en una caja.
¡Atención! Red de autoservicio de precios favorables. ¡El control de comba es GRATIS! ¡Sin colas! ¡Repare el mismo día!
Descargar / Imprimir tema
Descargue un tema en varios formatos o vea una versión imprimible del tema.
La bomba de combustible de alta presión es un componente esencial en todo motor diesel. Debido a este mecanismo, el combustible se convierte no solo en un líquido, sino en una mezcla de aire y combustible. Una parte, como un par de émbolos, también actúa sobre el funcionamiento de la bomba. Ella es responsable del suministro y distribución de combustible.
Hay dos partes principales en el diseño de este elemento: el émbolo y el manguito.
El émbolo consta de un pequeño pistón cilíndrico. Cuando la bomba está funcionando, el émbolo se mueve dentro del manguito. Al realizar movimientos hacia arriba y hacia abajo, el émbolo aspira combustible y luego se bombea alternativamente a las boquillas de los cilindros de trabajo, donde se enciende a alta presión en un estado atomizado. El par de émbolos de la bomba de combustible de alta presión tiene varios orificios en el manguito a través de los cuales se suministra combustible diesel para la inyección posterior.
En otras palabras, el propósito principal del par de émbolos es medir con precisión el combustible, de modo que luego se pueda alimentar a los cilindros del motor. Además, este elemento ayuda a la bomba a suministrar combustible en el momento adecuado con la presión adecuada. Para que todo se lleve a cabo sin interrupciones, es necesario que el par de émbolos cumpla con todos los requisitos. Por lo tanto, el par de émbolos, cuyo precio no es tan pequeño, debe producirse en equipos de alta tecnología, no es realista hacerlo en casa.
Par de émbolo de bomba de inyección - un elemento complejo, debe ser operado con precaución y los requisitos necesarios deben observarse constantemente. Para que el dispositivo funcione sin problemas y de manera eficiente, solo se debe usar combustible de alta calidad. Dado que la calidad del combustible en nuestras estaciones de servicio deja mucho que desear, la restauración de pares de émbolos es un servicio muy popular.
El combustible de baja calidad contiene una gran cantidad de elementos químicos, lo que reduce significativamente la durabilidad del par de émbolos. El efecto más negativo lo produce el agua, que ingresa al combustible en forma de condensado. Si hay mucha agua entre el manguito y el émbolo, entonces la película lubricante rompe su integridad y luego la pieza funciona sin lubricación. Esto puede deformar tanto la pieza que restaurar los pares de émbolos simplemente no ayudará. Todo lo que queda es comprar un par de émbolos en la tienda e intentar repostar solo con combustible de alta calidad.
Hay varios signos de que una pieza está defectuosa. Uno de ellos es la negativa del motor a arrancar, especialmente cuando el motor está calentado. Es posible averiguar si el par de émbolos de la bomba de inyección funciona normalmente mientras el motor está en marcha. Debemos prestar atención a la calidad de su trabajo. Si el par de émbolos está defectuoso, entonces el motor pierde potencia y funciona con sonidos inusuales. Además, el motor puede funcionar de forma intermitente y volverse inestable. Si se notó al menos un síntoma, entonces es necesario hacer un diagnóstico.
Cabe señalar que se utiliza equipo especial para el diagnóstico. Por lo tanto, es muy difícil decir en casa si el par de émbolos está defectuoso o no. En la estación de servicio, los profesionales pueden decir con certeza sobre el mal funcionamiento y el método para resolverlo es el ajuste o el reemplazo completo. Durante la reparación, se necesita un equipo especial para restaurar la tensión de la manga y el émbolo.
Ahora debería decirse cómo reemplazar el par de émbolos. Primero debe ir a la tienda, recoger y comprar un par de émbolos que se ajuste a un motor en particular. Es necesario desmontar todo lo que se retira alrededor de la bomba de combustible. Esto es necesario para quitar el par de émbolos viejos sin problemas y nada se interpone en su camino. Luego, debe quitar la cubierta frontal del motor, desenroscar la tuerca que sujeta el engranaje de transmisión y luego desenroscar todos los tubos y quitar la bomba de combustible. Todas las partes que están sucias deben limpiarse al mismo tiempo. Solo entonces puede comenzar a desmontar la bomba de combustible, desenroscar el par de émbolos, pero solo hágalo con extrema precaución y en un lugar especialmente preparado con un conjunto de herramientas necesarias.
Es necesario drenar con cuidado el combustible, desmontar el viejo par de émbolos, verificar el estado de las partes restantes, a saber, la arandela de la leva, los rodillos, la bomba de refuerzo, etc.Luego, puede volver a ensamblar todo en el orden inverso, después de lavar a fondo el par de émbolos con combustible diesel para su conservación antes de la instalación.
Para ajustar la cantidad de combustible que se inyecta, hay un labio de corte especial en el émbolo. Cuando el movimiento del émbolo sube, primero cierra el orificio de salida y, a través de este borde, el orificio se abre ligeramente. El corte de este filo se realiza con una espiral, de modo que al girar el émbolo cambia el tiempo antes del corte. Para que el émbolo gire y realice movimientos de traslación, descansa sobre la arandela de leva y se acopla con su pasador. Cuando la lavadora gira, también gira el émbolo y las levas entran en los rodillos y lo empujan. El émbolo se ajusta con cuñas de diferente espesor. Lo más importante es no olvidar que el precio de un par de émbolos es bastante elevado, es una pieza muy frágil y compleja, por lo que hay que manejarla con mucho cuidado.
El funcionamiento de un motor diesel es de cuatro tiempos, durante los cuales se forma una mezcla combustible de combustible y aire. El encendido no se produce debido a una chispa, sino a una alta presión, por lo tanto, la relación de compresión de los motores diésel siempre aumenta.
Cummins Inc. Es uno de los principales fabricantes mundiales de motores y generadores diesel. Los motores de esta empresa son muy diferentes: la potencia varía de 30 a 3600 caballos de fuerza y tamaños de motor de 1,5 a 90 litros.
No hay unidad más compleja y crítica en un motor diesel que el sistema de inyección de combustible, más precisamente, su parte principal: la bomba de combustible de alta presión. Muchas piezas acopladas, unidades de alta carga, la presencia de un sistema de dosificación de precisión, hacen que la reparación de la bomba de inyección sea una tarea difícil incluso en condiciones de servicio. Es aún más difícil reparar la bomba de combustible de alta presión de un motor diesel con sus propias manos.
En la tecnología automotriz, casi todo se repara, excepto, quizás, sellos de aceite y manguitos individuales, cuya reparación es imposible sin materiales especiales. La complejidad de configurar, diagnosticar y reparar la bomba de inyección requiere que el empleado tenga habilidades para trabajar con mecánicos de precisión.
Es simplemente imposible de ajustar de acuerdo con los parámetros de fábrica, sin un soporte de diagnóstico especial para la reparación de la bomba de inyección. Durante el estudio de diagnóstico de la bomba de inyección, es necesario verificar:
- suministro cíclico de la bomba de alta presión, en todo el rango de revoluciones del eje de la bomba de inyección, en el arranque y después de cortar el suministro de combustible;
- estabilidad de la presión desarrollada;
- uniformidad de la entrega de la bomba de inyección al inyector de combustible.
Incluso teniendo acceso a un soporte de diagnóstico y habiendo estudiado el tema de la reparación de una bomba de combustible de alta presión utilizando numerosos videos, es muy difícil verificar y evaluar cualitativamente su funcionamiento.
En los motores diésel pesados, se utilizan bombas de inyección de émbolo en línea. En mantenimiento y reparación, dichos dispositivos son más difíciles, ya que requieren equipos especiales para su desmontaje, por lo que no consideraremos bombas de combustible de alta presión y su reparación.
En un motor diésel de pasajeros, casi siempre se usa una bomba de inyección del tipo de distribución. A diferencia de las bombas en línea, en una bomba de distribución, la fuerza se transmite al émbolo mediante una arandela de leva perfilada. El diseño de la bomba de inyección resultó ser más compacto, pero no es más sencillo esperar realizar su reparación en la rodilla.
La más famosa y asequible es la bomba de inyección Bosh VP44. A menudo, la necesidad de reparar los componentes internos de la bomba surge cuando:
- tracción deficiente y combustión incompleta del combustible incluso en condiciones ideales, en ausencia de carga y un motor completamente calentado;
- una falla repentina y parada de un motor diesel bajo carga, que se llama "muerte en el despegue". Por lo general, el escáner en tales casos diagnostica el código P1630 y P1651.
- la aparición de una fuga de combustible diesel en la zona del casquillo del casquillo del eje central de la bomba de inyección.
Por lo tanto, nos limitaremos al tema de reparar la bomba de inyección con nuestras propias manos reemplazando los sellos y eliminando el rayado de las superficies de trabajo de las piezas.
Antes de desmontar el sello del eje de transmisión de la bomba, intente moverlo radialmente. Si siente juego con sus manos, es posible que la razón de la fuga de combustible sea el desgaste de la superficie de trabajo del eje o requiera la reparación del cojinete.
Una gran cantidad de planos divididos y superficies de contacto de piezas requirieron el uso de una gran cantidad de sellos y casquillos. Como regla general, están hechos de material de calidad y duran lo suficiente hasta que se dañan durante la reparación o el mantenimiento. En este caso, los kits de reparación estándar se utilizan para la reparación de bricolaje de las bombas de inyección Bosch.
Es bastante fácil reemplazar el sello en el sensor de posición del eje y en la sincronización de inyección automática durante las reparaciones. Para un mejor ajuste, puede gotear unas gotas de aceite de motor o de eje en anillos y bandas de goma nuevos.

Para la reparación preventiva de una bomba de inyección Bosch con sus propias manos, deberá desmontar la bomba aproximadamente en el siguiente orden:
- Retire la válvula dosificadora del extremo de la bomba de inyección. Para ello, desatornille los cuatro tornillos de la placa de presión, suelte con cuidado el cable de la válvula de avance de inyección. Al quitar los tres tornillos que sujetan la válvula dosificadora, puede quitarla con cuidado del asiento;
- desatornillando el sujetador en la cubierta superior, puede quitar el tablero de control y obtener acceso a la electrónica;
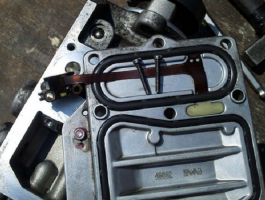
- establecemos la posición del eje, como se muestra en la foto, retiramos la cámara y accedemos al interior de la bomba de inyección;


- después de desmontar el rodamiento con un extractor especial, tenemos la oportunidad de estudiar el posible culpable del bajo rendimiento de la bomba de inyección: el pistón de la unidad de avance de inyección. A menudo hay desgaste de la superficie y raspaduras en los bordes de la pieza. Puede intentar hacer reparaciones puliendo la superficie, reemplazar toda la pieza es mucho más costoso.


Después de la reparación, el montaje se realiza en orden inverso con el lavado de las piezas con combustible diesel.
A menudo, además de rayar, en la superficie de los pistones hay otra razón por la cual la bomba de inyección no desarrolla la presión requerida. Esto puede deberse a la acumulación de suciedad, películas o cera en la pantalla del filtro dentro de la bomba. Hay una malla en el costado del tubo de entrada. El enjuague de los canales es un negocio problemático e ineficaz, es más fácil quitar la malla y soplarla con aire comprimido.
Los pedazos de escombros pueden atascar el pistón del émbolo o incluso romper o romper el eje de transmisión de la bomba. Por lo tanto, la limpieza debe realizarse con mucho cuidado para evitar la contaminación de las cavidades internas de la bomba.
Entre las muchas razones por las que falla el "hígado" electrónico de la bomba de inyección, la más común es la rotura o quemado de los contactos del tablero de control y la falla de los transistores de potencia. Si el conocimiento y las habilidades de trabajar con dispositivos electrónicos permiten llevar a cabo una "continuidad" del funcionamiento y reparación del transistor, vale la pena intentar identificar la causa y reemplazar al culpable con un elemento útil.
Para verificar la condición del "culpable", debe abrir con cuidado la cubierta negra, que está firmemente asentada en el sello de goma con tornillos. Debe retirarse con cuidado para no dañar el sello en sí.


La razón de la falla no solo del transistor, sino también de toda la placa podría ser aire atrapado en la cavidad debido al mal funcionamiento del sistema de drenaje o la válvula de retención. A menudo, intentan eliminar la ventilación girando con un motor de arranque, con la esperanza de bombear combustible diesel a la bomba de combustible de alta presión de esta manera. En este momento, el transistor está abierto y cargado tanto como sea posible, lo que conduce a un calentamiento intenso. En un entorno de aire con mala disipación de calor, inevitablemente se quemará. En algunos coches alemanes existe una protección que evita un intento de arrancar el motor en ausencia de combustible en la carretera. Para ello, se utiliza un sensor de combustible en el depósito.
La falla del transistor se puede establecer "marcando" un probador o por su apariencia. La mejor opción para reparar tal mal funcionamiento sería reemplazar todo el tablero de control.Quizás sea más caro que soldar, pero dará calidad garantizada y un funcionamiento estable de la bomba de inyección después de la reparación. Como último recurso, dé la placa y el transistor para soldar a especialistas en electrónica.
Al instalar y volver a montar después de las reparaciones, compruebe el apriete de todos los sujetadores.
Si durante la auditoría no realizó reemplazos apresurados e irrazonables de piezas, la bomba ensamblada debería funcionar aproximadamente con los mismos parámetros que antes. El soporte EPS-815 de Bosch se utiliza como estándar para probar y ajustar la bomba de inyección después de la revisión.
El video muestra cómo aumentar la presión del émbolo en una bomba de inyección Bosch VE:
| Video (haga clic para reproducir). |














