
En detalle: reparación de barcos de aluminio de bricolaje de un verdadero maestro para el sitio my.housecope.com.
Región de Vyksa Nizhny Novgorod
Reparación de carcasa de duraluminio.
Los rastros de corrosión se eliminan con cepillos de pelo duro y, si es necesario, con una tela de esmeril con m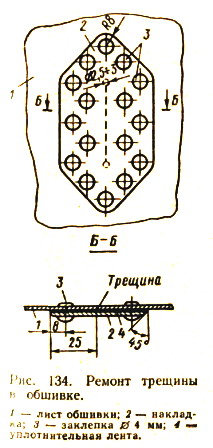
aslom. Las áreas limpiadas se limpian con gasolina B-70 y después de 15 minutos de exposición, con un trapo empapado en acetona. Luego, el metal puro se imprima dos veces y se pinta.
Los remaches defectuosos deben perforarse (no cortarse con cincel). Para hacer esto, primero debe atornillar el centro en la cabeza de la hipoteca, luego perforar un agujero con un taladro (con un metro inferior igual al diámetro de la varilla del remache) a una profundidad igual a la altura de la cabeza de la hipoteca; después de eso, la cabeza se rompe fácilmente y el resto del remache se quita con una barba.
Arañazos en hojas con una profundidad de no más de 0,2 mm, así como las muescas más pequeñas (sin grietas), es suficiente limpiar con papel de lija y restaurar la pintura protectora y la capa de barniz.
Las abolladuras profundas se enderezan después de calentar la sección dañada de la piel y los cuadrados fijados reforzándola a una temperatura de 600-700 ° C. Se usa un soplete o un soplete de gas para calentar. Después de enfriarse al aire, el metal se vuelve dúctil y la parte deformada se puede enderezar sin temor a agrietarse. Las partes críticas del casco, como las láminas inferiores, los marcos y las nervaduras inferiores, después del enderezamiento, deberán calentarse nuevamente y luego enfriarse con agua.
Cuando se encuentra una grieta, su propagación se limita perforando en los extremos de los orificios de 2,5 a 3 mm de diámetro. Entonces
(desde el interior de la caja) se coloca una capa del mismo metal que la pieza que se está reparando. La superposición debe cubrir la grieta en todos los lados entre 20 y 25 mm. Antes de remachar debajo de la almohadilla, es necesario colocar una cinta de sellado (Figura 134). 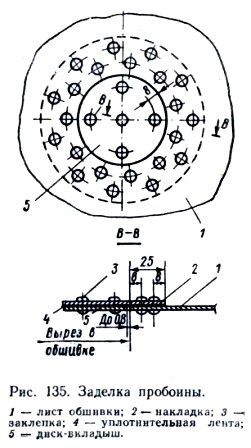
| Video (haga clic para reproducir). |
Los orificios pequeños (hasta 70 mm) en la piel están sellados con forros desde el interior del cuerpo e inserciones (figura 135)... El diámetro del revestimiento debe ser 50-60 mm mayor que el diámetro del corte para asegurar la superposición requerida para remachar con una costura escalonada de dos hileras con un paso de remache de 15-20 mm a lo largo de todo el perímetro. Se coloca un inserto-liner redondo en el corte al ras con la carcasa de modo que el espacio entre el liner y el borde del recorte no exceda 1 mm. El inserto está remachado con una costura de una sola fila con un paso de 20 mm.
Los orificios más grandes se sellan de la misma manera, pero el revestimiento del interior de la caja no es sólido, sino anular, con un diámetro interno 50-60 mm menor que el diámetro del inserto.
En caso de daño significativo a la carcasa, es necesario reemplazar la hoja completa o la mayor parte. Al reemplazar parte de la hoja, es mejor colocar juntas adicionales en los marcos. Haga que el tamaño de la superposición y todos los demás elementos de unión sean los mismos que en la costura más cercana (consulte también el consejo 148).
En caso de daños en partes de un conjunto transversal o longitudinal (por grietas, roturas), se superponen cuadrados duplicados en las áreas a reparar. Al reemplazar una parte de una parte (por ejemplo, un larguero), se instala un inserto, que se ajusta a ambos extremos de las partes restantes de las partes lo más apretado posible (el espacio no debe exceder los 0,2 mm) y se conecta a ellas usando superposiciones cortas a tope (figura 136).
Después de reparar la carcasa, controlar la estanqueidad de las costuras remachadas con queroseno.
A continuación, se ofrece información general sobre el remachado en frío manual.
Existen métodos de remachado directo e inverso; en los primeros golpes con un martillo se aplican desde el lado de la cabeza de cierre, es decir, la cabeza remachada, en el segundo, desde el lado de la cabeza hipotecaria.El método inverso se utiliza cuando, por ejemplo, no es conveniente golpear desde el interior del cuerpo (por regla general, los remaches se insertan desde el exterior).
Al remachar, se utilizan tales herramientas. (figura 137):
mandril 1: una varilla de acero afilada en un cono, con sus orificios de ayuda alineados al ensamblar piezas;
apoyo 2 - una barra maciza de acero o hierro fundido que sirve para presionar la cabeza del inserto en el proceso de remachado directo;
caja 3- una varilla de acero con un agujero (en el centro), cuyo diámetro es 0,5-1,0 mm mayor que el diámetro del remache; se utiliza para sellar las piezas a unir alrededor del vástago del remache 4;
crimpado 5 - varilla de acero con un orificio en forma de cabeza de cierre; golpeando el engarzado con un freno de mano, remache el extremo saliente de la varilla del remache.
Es mejor utilizar remaches de aleaciones AMg-5 o AMts al reparar cajas de aleación de aluminio y magnesio, y remaches de aleación B65 para cajas de duraluminio.
El remachado del conjunto a la piel generalmente se realiza con una costura de cadena de una sola fila; Juntas de revestimiento impermeables: juntas de dos y tres hileras escalonadas y herméticas.
Las piezas se pueden unir juntas o de un extremo a otro en tiras de revestimiento de una o dos caras.
Diámetro del remache D puede tomarse igual al doble del espesor del material del que están hechas las piezas a unir. Al remachar piezas de diferente grosor, se tiene en cuenta el más pequeño; si la diferencia de espesor es significativa (2 mm o más), el diámetro del remache se determina mediante la fórmula d = 2 (raíz de S), donde S es el espesor total de las hojas. Este último no debe exceder los 4 d.
La longitud del vástago del remache debe ser igual al espesor total de las hojas remachadas, sumado con el valor R, necesario para la formación de la cabeza de cierre; para cabeza semicircular P = 1,5 d, cónico - 1,3 d, semisecreto - 1,1 d, avellanado - 0,9 d.
Distancia CON entre las filas de remaches, lo que determina la resistencia y el apriete de la conexión, se supone que es igual, según el tipo de conexión, 2-5 d (por ejemplo, para las juntas de láminas de revestimiento, la distancia entre las filas debe ser -3 d).
Paso t, es decir, la distancia entre los centros de los remaches adyacentes en la misma fila, para costuras apretadas, tome de 3 a 5 d (y para otras uniones, de 8 a 10 d. La distancia del centro del remache desde el borde de la hoja , perfil o tira aérea se toma igual a 1, ocho-2 D.
Los orificios de los remaches se taladran cuidadosamente con un taladro manual o eléctrico. Diámetro del agujero d otv debe ser un poco más grande que el diámetro de los remaches:
Los casquillos para las cabezas empotradas de remaches avellanados y semi-avellanados están avellanados en un ángulo de 90 °. La profundidad de los casquillos para la cabeza de inserción avellanada con el método de remachado inverso debe ser 0,1 mm menor que la altura de la cabeza del remache, y con el método de remachado directo debe ser igual a la altura de la cabeza.
Antes de remachar, las piezas se ensamblan en pernos de montaje (ensamblaje) instalados cada 10-12 orificios. El remachado se realiza desde la mitad de la costura hasta los bordes; al final, se retiran los tornillos de montaje, sustituyéndolos por remaches.
El proceso de remachado directo se lleva a cabo de la siguiente manera: se instala un soporte debajo de la cabeza del remache insertado en el orificio, se coloca una carcasa en la varilla del remache, luego se sella la conexión con varios golpes de martillo, después de lo cual se coloca la cabeza de cierre formado golpeando la varilla del remache que sobresale de la conexión con un martillo. Si es necesario, la cabeza de cierre se forma mediante prensado.
Una embarcación de aluminio, como cualquier otra, requiere una inspección cuidadosa y, si es necesario, una reparación.
No siempre es posible confiar las reparaciones a un especialista; a menudo, los barcos se reparan con sus propias manos.
Habiendo examinado cuidadosamente el bote de aluminio, debe comprender qué tipo de reparación se necesita.
La inspección comienza desde el fondo del barco, para ello se da la vuelta. Busque grietas, puntos oxidados, remaches perdidos o sueltos.
El espejo de popa del barco experimenta la mayor carga durante la operación y se le presta especial atención. 
Por supuesto, son posibles varias averías, pero en el artículo considero solo aquellas que son inherentes solo a los barcos hechos de aluminio y sus aleaciones.
Uno de los daños más comunes en una embarcación de aluminio es la corrosión. A menudo, las grietas quedan ocultas debajo de los puntos corrosivos. Si no luchas con él, como resultado, se formará un agujero en la parte inferior.
Para determinar la profundidad del daño, es mejor limpiar el fondo del bote con una amoladora. Pelar hasta formar metal. 
Después de una limpieza profunda, lije con papel de lija y, si es necesario, retire la pintura vieja con un removedor especial. Luego desengrasar, imprimar y pintar.
Al inspeccionar el bote, el martillo ayudará a determinar la confiabilidad de los remaches. Será necesario golpear cada remache, si traquetea y se tambalea, será necesario reemplazarlo.
Si se desarrollan los agujeros, entonces se debe colocar un remache de mayor diámetro en este lugar.
Los remaches más comunes fallan, los que se encuentran más cerca del motor, son los más susceptibles a las vibraciones. 
El siguiente paso será sellar las grietas. Las grietas en un barco se forman con mayor frecuencia en una colisión, por ejemplo, tropezar accidentalmente con una madera flotante. Las grietas pueden ser impresionantes y muy pequeñas.
Las grietas más pequeñas se pueden reparar con soldadura de aleación de estaño y plomo dopada con zinc.
Cuando se trabaja con aluminio y aleaciones, el problema surge con el estañado, la película de óxido interfiere. Hay varias formas de soldar aluminio, por ejemplo, puede usar un aceite alcalino anhidro, por ejemplo, aceite para armas. Antes de soldar, limpie las superficies, humedezca con aceite, luego retire la película con un soldador y suelde. También usan un fundente aplicándolo a la soldadura.
La única forma de arreglar agujeros y grietas grandes en su bote de aluminio es con parches.
Los parches se pueden remachar o soldar.
La soldadura, en general, se utiliza mejor en casos excepcionales cuando es imposible remachar por alguna razón.
No todas las aleaciones de aluminio resisten la soldadura, a menudo el casco del barco se rompe al lado de la soldadura. Sabiendo esto, los soldadores experimentados suelen ser reacios a aceptar el trabajo.
Pero aún así, la soldadura se usa para reparaciones. Por lo tanto, si cocina, debe hacerlo en ambos lados y solo en hojas delgadas. 
Si no es un soldador profesional, deberá transportar la embarcación a un taller. Los barcos de aluminio están soldados con argón.
El parche se coloca en el interior del bote. Para que sea duradero, se deben observar todas las reglas de remachado.
El tamaño del parche debe corresponder al tamaño de la grieta.
El material con el que haces el parche debe ser exactamente el mismo que el de tu barco. 
Si el aluminio se combina con otro metal, se crea un par galvánico. Esto significa que se producirá corrosión galvánica en la unión, que destruirá rápidamente el aluminio o su aleación.
Por la misma razón, no se recomienda utilizar un cepillo de metal para limpiar la carcasa.
Es necesario observar la siguiente secuencia al instalar un parche usando un remache:
Algunas personas intentan sellar pequeñas grietas con soldadura en frío o tela de vidrio, es una pérdida de tiempo. Tales reparaciones no son prácticas, todo esto se caerá rápidamente durante la operación.
Después de las reparaciones, el barco debe pintarse con una pintura especial.
Presagio popular: ¡Los pescadores jóvenes e inexpertos tienen la mayor captura!
Anunciación
Última autorización:
23.07.2018 12:50:18
Barnaul
Última autorización:
27.01.2015 16:20:46
Barnaul
Última autorización:
03.06.2018 20:25:41
He visto muchas veces cómo pegan agujeros en Kazanki, etc.
solo un trapo, empapado en epoxi, y listo para el lugar correcto.
dura - durante décadas, elígelo - no lo eliges tú))))
Barnaul,
Última autorización:
30.12.2014 17:51:03
He visto muchas veces cómo pegan agujeros en Kazanki, etc.
solo un trapo, empapado en epoxi, y listo para el lugar correcto.
dura - durante décadas, elígelo - no lo eliges tú))))
Rubtsovsk
Última autorización:
06.10.2017 01:04:15
Anunciación
Última autorización:
23.07.2018 12:50:18
Rubtsovsk
Última autorización:
07.01.2018 17:34:41
Barnaul,
Última autorización:
30.12.2014 17:51:03
Rubtsovsk
Última autorización:
07.01.2018 17:34:41
Barnaul
Última autorización:
27.01.2015 16:20:46
En general, mi consejo para ti, ¡entrégalo en color metanfetamina y compra una banda elástica o PVC! Y en esto hay tanto ironía como una pizca de verdad. Según tengo entendido, aún no la has visto en acción (en el agua), pero por mi experiencia, ¡diré una cosa! En el agua se comporta de manera caprichosa, y se esfuerza por darse la vuelta, los flotadores están a los lados y están sujetos para que sea más fácil sacarla del agua, etc., es pesado e incómodo de llevar y transportar. En general, ¡compruébelo usted mismo, maestro maestro!
Y en lugar de remaches, necesitarás poner tornillos, para que la próxima vez sea más fácil cambiar el material.
Rubtsovsk
Última autorización:
07.01.2018 17:34:41
Barnaul
Última autorización:
27.01.2015 16:20:46
La quilla de Cupido se frota en agujeros))))))))
pero Gregory y Radik se pusieron manos a la obra.
El refuerzo de 10 alambrón es perfecto.
todavía servirá durante muchos años))))))
Comentario de archivo: Los marcos están doblados en hielo.
P22-04-15_19.04.jpg [454.19 KB | Vistas: 9757]
La quilla de Cupido se frota en agujeros))))))))
pero Gregory y Radik se pusieron manos a la obra.
El refuerzo de 10 alambrón es perfecto.
todavía servirá durante muchos años))))))
Zona horaria: UTC + 6 horas
Usuarios navegando por este foro: no hay usuarios registrados y 3 invitados
Todos los materiales publicados en este foro están protegidos por derechos de autor y deben copiarse únicamente con el permiso de la administración de la RPO "Federación de Turismo Deportivo y de Lanchas a Motor de Bashkortostán".
(c) 2013-2016 Todos los derechos pertenecen a la RPO "Federación de Turismo Deportivo y de Lanchas a Motor de Bashkortostán"
Club de pesca de Voronezh> → Barcos, motores, accesorios → Barcos de aluminio (ollas) cuestiones de funcionamiento, reparación y puesta a punto
Paginas 1 2 3… 6 Siguiente
Debe iniciar sesión o registrarse para publicar una respuesta.
- Profesor
- Cliente regular
- En el foro
- Donde: VORONEZH
- Registrado: 2010-06-01
- Publicaciones: 5,145
- Agradecido: 21959
- Por mensaje: 26
¡Para celebrar, comienzo un nuevo tema! ¡Así que me convertí en criador de cacerolas! Más bien, formalmente, fui uno durante mucho tiempo: un viejo caldero del primer modelo (entonces todavía estaban haciendo sin petanca) durante 15 años yacía en el país, esperando entre bastidores. Uma, por así decirlo, fue reclutada. Y ahora, finalmente, la puse en mis manos: dos semanas de trabajo por la noche y los fines de semana, y el barco tuvo una segunda vida. Quería hacer un bote no solo para pescar y para el alma, solo para navegar por mi propio placer. La idea tuvo casi un 100% de éxito, de lo que me gustaría hablarles.
Entonces, ¡brevemente en orden! El bote fue sacado a un lugar conveniente para el trabajo, despejado de ramas y escombros, se realizó la primera inspección, la cual reveló un montón de problemas, muchos de los cuales no sabía que existían, de lo contrario probablemente no habría llegado a la reparación. por otros 10 años .... pero una vez decidido hacerlo, no hay ningún lugar al que retirarse.
Llagas encontradas:
1.agujero en el costado,
2. el remo se ha podrido,
3.el espejo de popa está roto,
4.El parche en la parte inferior necesita ser reemplazado,
5. En la popa, hay dos conchas completamente podridas.
6.Las fijaciones de los bancos están sueltas,
7.Roted tres marcos en el lado interior de la parte inferior,
8.La capucha de caminar constantemente se cubrió con amplias grietas, llegando a roturas y abolladuras de metal, el refuerzo interno de la capucha se cayó,
9. La válvula de drenaje se agrió, los soportes están podridos.
10. El tanque de flotabilidad de popa derecho está podrido.
El estado es deplorable, pero los ojos tienen miedo, pero las manos lo están haciendo.
No sé cómo remachar duraluminio y no quiero hacerlo, por lo que el principal método de reparación fue apretar los pernos de acero inoxidable sobre el sellador.
El tablero del espejo de popa se reemplazó con goma gruesa, se instaló una placa de refuerzo hecha de una hoja gruesa de duraluminio en el espejo de popa, se repararon los orificios, se reemplazaron la cerradura y los marcos, se hizo una placa de duraluminio y se atornilló al capó, el viejo se quitó la pintura, se limpió la carrocería, se enderezó la puerta del compartimiento de proa, se reemplazó la válvula con una válvula de bola de media pulgada, se la grúa, se sujetaron los bancos, se reforzó el tanque de flotabilidad, se sellaron las costuras con un sellador.
Decidí pintar en dos colores: fondo blanco, techo rojo, cabina blanca y popa.
Masilla, imprimación, pintura, barnizado….cuatro días de trabajo, y el barco ha adquirido una hermosa vista.
Luego instalé bancos, piso de madera contrachapada lacada.
Luego, decoraciones y juguetes: un tubo neumático en el capó, un reflector halógeno de la UAZ, enchufes de 12 voltios en la cabina como conectores de alimentación a bordo, una batería en el compartimiento de proa y los toques finales: instalar un regulador de voltaje en el motor ( Pit 15) y conectando un generador, goma una alfombra de proa para una entrada cómoda a la cabina, llenando los lados con espuma - ¡el yate de placer "YALTA" está listo!
En términos de tiempo, todo tomó dos semanas, en términos de dinero: 18-20 mil (más precisamente, no conté). Según los resultados de las pruebas en el mar, lograré mi objetivo en una semana o dos.
O inicie sesión a través de uno de estos servicios

Los comentarios solo pueden ser publicados por usuarios registrados
Registre una nueva cuenta en nuestra comunidad. ¡Esto no es difícil!
Ningún usuario registrado está viendo esta página.




pag102 08 Oct 2012
 pag102 08 Oct 2012
pag102 08 Oct 2012 pag102 12 Oct 2012
¿Realmente no hay personas que trabajen con polímeros ((
Hubo un caso. Dos grandes objeciones son 1. adherencia 2 coeficiente de temperatura. extensiones.
Remache inequívoco.
pag102 15 Oct 2012
¿Se puede reparar con materiales poliméricos modernos?
Al reparar carrocerías AL de algunas marcas de automóviles, el adhesivo se usa mucho con la ayuda de compuestos epoxi y un líquido secreto, que aumenta la adherencia al metal, prácticamente sin limpiarlo.
Pero si lo limpia aproximadamente, pero para darle brillo a AL y aplicar inmediatamente el compuesto, lo probé yo mismo y el borde de mi escotilla hecho de AD-31 está pegado a fibra de vidrio. He estado caminando por la escotilla con los pies durante varios años y la conexión se mantiene.
¿Por qué no lo pruebas en una placa de prueba?
pag102 15 Oct 2012
VASYa2011 15 de octubre de 2012
 VASYa2011 15 de octubre de 2012
VASYa2011 15 de octubre de 2012fue el caso de remachar un barco importado tras ser golpeado. flujos de panqueques.
¿Existe algún tipo de herramienta neumática?
El martillo debe ser mucho más liviano que el soporte en la parte posterior, de lo contrario se romperán las juntas adyacentes. Hay martillos neumáticos, necesitan aire de unos 6 kg / cm2 a un caudal decente.
La publicación ha sido editada por Tribune: 15 de octubre de 2012-12: 05
pag102 15 Oct 2012
VASYa2011 15 de octubre de 2012
El martillo debe ser mucho más ligero que el soporte.
Y los remaches, si son duraluminio, deben "soltarse" antes
instalación, y la cinta de tiokol solía usarse para sellar, ahora hay muchas masillas-hermenias.
Rider 15 de octubre de 2012
 Rider 15 de octubre de 2012
Rider 15 de octubre de 2012"Tratar como iguales" (c) Según mi experiencia, los polímeros en las aleaciones de Al no se pegan. La quilla de acero de Al Amur también causó desconcierto. Tampoco utilice soldadura: los remaches adyacentes se debilitarán y el sello se quemará.
Remache.
quilla de acero en su primer "Cupido" también descubrió con sorpresa
Hubo un caso. Dos grandes objeciones son 1. adherencia 2 coeficiente de temperatura. extensiones.
Remachar sin ambigüedades.
Pegamento
Los adhesivos se han utilizado en la industria de la aviación durante mucho tiempo, y tampoco había Cupidos.
en el primer avión de pasajeros "Komets", se pegó la piel metálica del ala y el fuselaje. Las estructuras de aviones Concorde, hechas de aleación de aluminio y diseñadas para una vida útil de miles de horas de vuelo, se unen con pegamento a base de epoxi. Los cambios de temperatura y carga se deben asumir que no hay embarcación. Aparentemente, también existen normas de aeronavegabilidad.
Probablemente pueda encontrar algo útil en los "manuales" para la reparación de daños de combate a aviones en el campo.
La publicación ha sido editada por Rider: 15 de octubre de 2012-15: 26
Rider 15 de octubre de 2012
.. Probablemente pueda encontrar algo útil en los "manuales" para la reparación de daños de combate a aviones en el campo.
en la próxima rama ya se está redactando la "guía" para la reparación de daños de combate y la protección de cascos remachados con fibra de vidrio
5
los remaches probablemente desaparecerían con mucho gusto
SanychSan 15 de octubre de 2012
 SanychSan 15 de octubre de 2012
SanychSan 15 de octubre de 2012tenemos pocos de estos especialistas. fue el caso de remachar un barco importado tras ser golpeado. flujos de panqueques. Y una pregunta pasajera. ¿Cómo se debe realizar este trámite? sobre remaches como la información encontrada que utilizan 2 tipos.y que remaches ¿Existe algún tipo de herramienta neumática? hay venganza que se estrecha completamente desde adentro no puedes arrastrarte
Todo esto está remachado por el método de remachado posterior. Golpean en la cabeza, mediante mandril o martillo neumático (KP-14 = hasta 4 mm y KP-24 desde 5 ki). En el interior hay soporte (por ejemplo, con una forma a lo largo del perfil: 2,5 kg o menos si no le importan las manos). Recomiendo buscar una remachadora en el aeropuerto.
Todo esto está remachado por el método de remachado posterior. Golpean en la cabeza, mediante mandril o martillo neumático (KP-14 = hasta 4 mm y KP-24 desde 5 ki). En el interior hay soporte (por ejemplo, con una forma a lo largo del perfil: 2,5 kg o menos si no le importan las manos). Recomiendo buscar una remachadora en el aeropuerto.
El remachado inverso es un placer, no pude hacerlo. En tales casos, simplemente dio la vuelta al remache (o cambió a otra cabeza) y remachó en el otro lado. Con una pistola, también, no debería haber un busto, demasiado poderoso requiere un mandril pesado, no se puede deslizar por todas partes y ya es difícil sostenerlo.
Sin embargo, todo viene con la experiencia. Si tus manos no están torcidas, no importa de dónde crecen.
SanychSan 16 de octubre de 2012
El remachado inverso es un placer, no pude hacerlo. En tales casos, simplemente dio la vuelta al remache (o cambió a otra cabeza) y remachó en el otro lado. Con una pistola, también, no debería haber un busto, demasiado poderoso requiere un mandril pesado, no se puede deslizar por todas partes y ya es difícil sostenerlo.
Sin embargo, todo viene con la experiencia. Si tus manos no están torcidas, no importa de dónde crecen.
Experiencia de 19 años. Remachadora del aeropuerto de quinto grado de Nizhnevartovsk.
¿Podemos arruinar nada?
“En algunos casos, se utilizan tipos especiales de remaches: explosivos (AN - 1504).
Los remaches explosivos tienen un hueco (cámara) en el extremo libre de la varilla, lleno de explosivo, que está protegido de la penetración de la humedad atmosférica mediante una capa de barniz. Los remaches explosivos se fabrican con un diámetro de 3,5; 4; 5 y 6 mm de hilo D18P. La longitud del núcleo de los remaches explosivos es de 6 a 20 mm, el grosor del paquete remachado es de 1,6-2,5 a 14,1-15 mm.
El proceso de remachado explosivo es diferente al remachado convencional. Aquí, se utiliza un calentador eléctrico como herramienta de remachado.
Remachar con remaches explosivos consiste en introducir un remache en el agujero, en el extremo libre de la varilla del que hay una cámara llena de explosivo. Con un ligero golpe de martillo (en frío), el remache se vuelca. Luego, la punta del calentador eléctrico 1 se coloca en la cabeza del inserto. En 2-3 s, el remache se calienta y, a una temperatura de 130-160 ° C, la carga explota, mientras que el extremo de la varilla se expande fuertemente y forma una cabeza de cierre ".
Aquí
La publicación ha sido editada por Alessandro: 16 de octubre de 2012-14: 00
SanychSan 16 de octubre de 2012
¿Podemos arruinar nada?
“En algunos casos, se utilizan tipos especiales de remaches: explosivos (AN - 1504).
Los remaches explosivos tienen un hueco (cámara) en el extremo libre de la varilla, lleno de explosivo, que está protegido de la penetración de la humedad atmosférica mediante una capa de barniz. Los remaches explosivos se fabrican con un diámetro de 3,5; 4; 5 y 6 mm de hilo D18P. La longitud del núcleo de los remaches explosivos es de 6 a 20 mm, el grosor del paquete remachado es de 1,6-2,5 a 14,1-15 mm.
El proceso de remachado explosivo es diferente al remachado convencional. Aquí, se utiliza un calentador eléctrico como herramienta de remachado.
Remachar con remaches explosivos consiste en introducir un remache en el agujero, en el extremo libre de la varilla del que hay una cámara llena de explosivo. Con un ligero golpe de martillo (en frío), el remache se vuelca. Luego, la punta del calentador eléctrico 1 se coloca en la cabeza del inserto. En 2-3 s, el remache se calienta y, a una temperatura de 130-160 ° C, la carga explota, mientras que el extremo de la varilla se expande fuertemente y forma una cabeza de cierre ".

El bote de fibra de vidrio ha ganado popularidad por su durabilidad y confiabilidad. La fibra de vidrio tiene una serie de ventajas importantes sobre otros materiales. El barco se puede montar de forma rápida y económica.Un bote de fibra de vidrio de bricolaje es una opción económica y digna para viajes de pesca.
El bote de plástico está destinado principalmente a la pesca. También se puede utilizar para paseos en bote, deportes. Condiciones de funcionamiento del barco en el agua: ola de no más de 60 cm de altura, fuerza del viento: hasta 4 puntos en una escala de diez puntos. El bote de fibra de vidrio es una gran alternativa a los botes inflables.
La fibra de vidrio es el único material que le permite crear usted mismo una forma de cualquier complejidad. El diseño independiente del fondo permite equiparlo con redans de cualquier configuración. Es posible maximizar la eficiencia del rendimiento de navegación del barco colocando los escalones en los lugares más adecuados. Además, el diseño del barco casero reflejará el carácter de su dueño.

Existe un método para hacer un bote casero de madera contrachapada y fibra de vidrio, cuando el plástico se usa solo para el revestimiento exterior del bote. Pero esta tecnología no da resultado. La capa de madera contrachapada debajo del plástico absorbe rápidamente la humedad, lo que aumenta el peso del barco. Hay una rápida destrucción de la madera contrachapada debido a la influencia de los microorganismos y el proceso de delaminación, porque la madera contrachapada es significativamente inferior en resistencia al plástico.
¿Cómo hacer un barco? Siguiendo cuidadosamente todas las reglas, incluso un principiante podrá realizar esta tarea. El proceso tecnológico es sencillo y presupuestario. El casco del barco se crea debido al relleno de refuerzo impregnado con la composición polimérica.
Materias primas utilizadas como relleno de refuerzo en la fabricación del marco:
- base del casco, lados - fibra de vidrio itinerante TP-07, TP-03, TP-056;
- Fortalecimiento local de áreas individuales: telas de vidrio estructural T-11, T-13.
La fibra de vidrio es de diferentes tipos según el tipo de tejido, el tamaño de los hilos. Básicamente, elija tejido "oblicuo" o satinado. Los hilos deben estar retorcidos. El material se vende en forma de hojas, rollos, cinta.

La fibra de vidrio se vende impregnada de un compuesto graso. Para saturar mejor la tela con el aglutinante, el apresto debe eliminarse con gasolina, aguarrás o acetona. La tela desengrasada se seca al aire durante aproximadamente 2-4 horas.
Necesitará resina para unir el material de refuerzo. Hay tres tipos de resinas que se utilizan en la industria de la construcción naval: epoxi, éster de vinilo y poliéster. Las características más importantes de las resinas en la construcción de una embarcación de fibra de vidrio a partir de cualquier tipo de fibra son la adherencia y la impregnación.
Una opción económica es utilizar resina de poliéster, que le permite crear un elemento de fibra de vidrio de una pieza en una sola operación. Puede aplicar la resina TM Ashland. Para crear una capa protectora y decorativa de la carcasa, necesitará un gelcoat. También necesitará madera contrachapada con un grosor de al menos 1,2 cm, que tenga resistencia a la humedad.
La fabricación de un barco es imposible sin un dibujo competente. El diseño de la futura embarcación se puede realizar utilizando el programa AutoCAD. Primero, se crea un modelo 3D, luego esquemas de marcos, patrones. Los dibujos confeccionados se toman de sitios especializados en Internet. Ahora puedes empezar a hacer tu propia embarcación de fibra de vidrio.


















