En detalle: hágalo usted mismo reparación de arado compartido de un maestro real para el sitio my.housecope.com.
Las principales partes de trabajo del arado (Fig.123) son el cuerpo, que consta de una reja 6, una cuchilla 1, una tabla de campo 7 y una rejilla 2, un tiro 3, un skimmer 5, un cuchillo 4 y un suelo- cuota de dragado 8.
El embotamiento de la reja del arado, así como el desgaste o deformación de la cuchilla, skimmer, cuchillo o tabla de campo, aumenta la resistencia a la tracción del arado, conduce a un consumo excesivo de combustible, empeora la calidad de la rotación de la costura, su desmenuzamiento e incorporación de residuos vegetales.
Arroz. 123. Cuerpos de trabajo del arado instalados en su bastidor
En los arados se utilizan dos tipos de rejas de arado:
trapezoidal - con un borde de corte recto (Fig. 124, a) y cincel - con un dedo gordo y curvado hacia abajo (Fig. 124, b).
Las rejas de arado están hechas de acero duradero y resistente al desgaste grado L65 y están tratadas térmicamente para aumentar la resistencia al desgaste. Sin embargo, las condiciones de trabajo en el suelo son tan difíciles que las rejas de arado se desgastan rápidamente. Cuando se desgasta la reja del arado, la hoja se desafila y la forma de la nariz cambia. En la Fig. 125 líneas transversales marcan los bordes de las hojas desgastadas trapezoidales y en forma de cincel. Cuando la hoja se desafila, su grosor aumenta y se forma una faoca (parte posterior de la cabeza) en su reverso. Cuando las rejas de arado se desgastan, el rendimiento del arado se deteriora, es decir, las rejas de arado pierden su capacidad de penetrar profundamente en el suelo y se altera la estabilidad del arado. La reja del arado debe repararse cuando su ancho se reduce en 10 mm en comparación con el ancho de la nueva reja trapezoidal, o cuando la longitud de la punta se reduce en 25 mm con respecto a la longitud de la punta de la nueva reja de cincel.
| Video (haga clic para reproducir). |
La reparación de las rejas de arado se reduce a la retracción de la hoja, el afilado y el tratamiento térmico. La reparación de las rejas de arado se realiza para restaurar su tamaño y forma, así como para darles durabilidad.
La sección de reja tiene un engrosamiento, una reserva de metal, que se denomina "almacén". Al reparar una reja de arado gastada, un herrero restaura su forma a expensas de un stock de metal en la "tienda". El arrastre de la reja del arado se realiza manualmente, normalmente en varias series, ya que el herrero no tiene tiempo para arrancar toda la reja en un solo calentamiento. Al tirar de la rejilla manualmente, es necesario esforzarse siempre por reducir la cantidad de calentamiento, ya que con el calentamiento repetido, es posible que se queme el metal.
El inconveniente de la reja en una palanca o algún otro martillo de forja mecánico se suele realizar en dos pasos. En este caso, la longitud de la parte calentada de la acción debe superar cada vez ligeramente la mitad de la acción.
Para reducir la pérdida de calor y evitar que el carbón se queme de la capa superficial del metal, la parte de la parte que no se calienta se cubre con carbón fresco.
El tipo de forja de una reja desgastada se fabrica en el siguiente orden. La reja se coloca plana en la fragua para que se caliente desde el lado de la hoja hasta un ancho de 60-80 mm; el resto, que no requiere calentamiento, se cubre con carbón fresco. Es necesario calentar la acción de la cinta exprés al principio lentamente, hasta que
luminiscencia, es decir, hasta 500-600 °. Es imposible calentar la reja directamente a la temperatura de forja para evitar la formación de grietas. Tan pronto como la reja se calienta a 500-600 °, la velocidad de calentamiento aumenta y la temperatura se lleva a 850-1200 ° (hasta el calor rojo claro y naranja).
Arroz. 124. Rejas de arado: a - trapezoidal, b - cincel
Arroz. 125. La forma de las rejas de arado gastadas: a - trapezoidal, b - cincel
La reja de arado calentada se saca de la fragua, se coloca con la parte delantera sobre el yunque, y desde la parte trasera, el stock de metal se dispersa del "almacén" con frecuentes golpes del freno de mano o del martillo.Una reja de arado hecha de acero grado L65 se puede tirar (forjar) solo a temperaturas superiores a 800 °. El estirado se detiene cuando la reja del arado se enfría por debajo de 800 ° (con un calor rojo cereza) y se reanuda después del recalentamiento. La parte estirada de la reja de arado se plancha sobre el yunque con una llana a lo largo de toda la longitud de la parte de corte de modo que el grosor de la hoja sea de 1 a 2 mm, luego se eliminan las irregularidades formadas por los golpes de martillo.
Al tirar, la forma y el tamaño de la reja del arado se verifican con una plantilla (Fig. 121, a). Para la reja dibujada, se permiten desviaciones de tamaño con respecto a la nueva: en longitud en ± 15 mm, en ancho en + 4 mm.
La reja, después de estirar y planchar, cuando todavía está caliente, se sujeta en un tornillo de banco de cerrajería y su hoja se afila con una lima. Luego, la reja del arado enfriada se afila desde el lado frontal con un afilador de nafta. Después del afilado, el ancho del borde de la hoja no debe ser más de 5-6 mm, y el grosor de la hoja debe estar dentro de 0.5-1 mm. La hoja de la reja no debe afilarse con un grosor inferior a 0,3 mm; de lo contrario, se desgastará rápidamente durante el funcionamiento.
El tratamiento térmico de la reja estirada consiste en el endurecimiento y revenido. Durante el endurecimiento, las rejas de arado se calientan a lo largo de la hoja en aproximadamente un tercio de su ancho. El calentamiento en el horno a una temperatura de 780-820 ° debe ser uniforme (calor rojo cereza claro). La reja de arado calentada se enfría rápidamente en un baño de agua. La temperatura del agua en el baño de enfriamiento debe ser de 30-40 °. La reja se baja al baño con la espalda hacia abajo. Si la acción se sumerge en el baño de endurecimiento con la cuchilla, puede romperse. No baje la reja plana, ya que en este caso suele deformarse. La reja se mantiene en un baño de enfriamiento hasta que el agua deja de hervir, después de lo cual se saca del baño y se enfría lentamente al aire.
Cuando se endurece la reja del cincel, pueden aparecer grietas en la hoja. Para evitar esto, es necesario enfriar previamente el lugar de transición de la punta a la cuchilla en la reja del arado calentada aplicándolo durante 2-3 segundos. un trapo húmedo, solo después de eso, la reja del arado se baja rápidamente al baño de endurecimiento.
Para reducir la fragilidad de la reja, que se produce durante el endurecimiento, se templa. Para ello, la reja se recalienta a 350 ° (gris descolorido) y luego se enfría lentamente al aire.
Durante el endurecimiento, la reja del arado a menudo se deforma. La reja de arado deformada se coloca sobre el yunque con los golpes de un martillo. Los golpes en la reja deben aplicarse con cuidado y no con fuerza.
La dureza de la parte endurecida del recurso compartido se comprueba con un archivo personal. La lima no debe dejar marcas en la parte endurecida de la reja.
En los talleres de reparación de RTS, las rejas de arado durante la reparación se sueldan con electrodos de alta calidad o una carga de aleación dura V-9. Este método de reparación de rejas de arado aumenta su durabilidad. También se consigue un aumento de la resistencia al desgaste de las rejas de arado endureciendo su capa exterior con corrientes de alta frecuencia.
Titulares de la patente RU 2344913:
La invención se refiere a la ingeniería agrícola, en particular a métodos para restaurar rejas de arado, y puede utilizarse para la restauración con endurecimiento de rejas de arado de maquinaria agrícola. El método consiste en el hecho de que se hace una ranura en la superficie de la hoja compartida, la ranura se llena con soldadura, se instalan placas de cermet en la soldadura, se aplica una capa adicional de soldadura y fundente en la unión de las placas con el borde vertical de la ranura. Luego, las placas se calientan hasta que la soldadura se derrita y la reja del arado con las placas en un colector termoaislante se enfría a temperatura ambiente a una velocidad de 4 ° C / min. En este caso, se utiliza soldadura de grado L63 como soldadura y fundente FK-250 como fundente. Las placas se calientan con una llama de hidrógeno-oxígeno del quemador a una presión de mezcla de gas de 0,5 MPa y una distancia desde la salida de la boquilla del quemador hasta la superficie de la placa - 50 mm. El resultado técnico es aumentar la fuerza de adhesión de las placas de cermet con la reja del arado. 1 pestaña.
La invención se refiere a la ingeniería agrícola, principalmente a las máquinas para el cultivo del suelo, y puede utilizarse para restaurar y reforzar las rejas de arado de la maquinaria agrícola.
Existe un método conocido para obtener cuchillas resistentes al desgaste de cuerpos de trabajo de herramientas de cultivo de suelo mediante el refuerzo de sus cuchillas, que consiste en que para formar una ondulación de las cuchillas que conduzca a su autoafilado, se coloca un metal más duro. sobre la superficie lisa de las cuchillas de forma intermitente y paralela al filo de corte, seguido de la limitación de la zona de superficie (véase AS USSR No. 461721, clase А01В 15/04, publ. 1975).
Sin embargo, cuando se usa este método, la reja tiene una resistencia al desgaste relativamente baja, ya que la parte no fundida de la reja se desgasta mucho más rápido que las áreas soldadas, como resultado de lo cual la aleación dura que se está soldando queda expuesta y desmenuzada, lo que empeora las condiciones para el autoafilado de la acción.
Lo más cercano al método propuesto en esencia técnica y el resultado obtenido es un método para restaurar las rejas del arado aplicando aleaciones duras a sus cuerpos de corte. Su esencia es la siguiente: para aumentar la vida útil de las rejas de arado y las patas del cultivador, la aplicación de aleaciones duras a sus cuerpos de corte se realiza en dos etapas: la primera es la soldadura de un revestimiento de acero en una punta desgastada, seguida por su revestimiento con aleación dura; en la segunda etapa, después de la operación intermedia, el desgaste se tira de la parte recta de la hoja de los cuerpos de corte, seguido de su revestimiento duro (ver AS URSS No. 241959, clase А01В 15 / 04, publicación 1969).
Sin embargo, las superficies de trabajo de las rejas de arado, restauradas por este método, tienen una baja fuerza de adherencia entre la aleación dura y el metal base, como resultado de lo cual los arados restaurados tienen una vida corta durante el funcionamiento.
El objetivo de la invención es aumentar la fuerza de desprendimiento y, en consecuencia, la fuerza de adherencia de las placas sinterizadas con la reja del arado, así como reducir el consumo de placas sinterizadas y aumentar el rendimiento del arado aumentando la velocidad de trabajo. de la unidad de arado.
La tarea se logra por el hecho de que en el método conocido de restaurar rejas de arado en la superficie de la hoja de la reja del arado, se hace una ranura, la ranura se llena con soldadura, se instalan placas de cermet en la soldadura, una capa adicional de soldadura y fundente se aplica en la unión de las placas con el borde vertical de la ranura, las placas se calientan hasta que la soldadura se derrita y la reja del arado con las placas en el colector termoaislante se enfría a temperatura ambiente a una velocidad de 4 ° C / min, mientras que la soldadura de grado L63 se usa como soldadura, el fundente FK-250 se usa como fundente y las placas se calientan con una llama de hidrógeno-oxígeno del quemador a una mezcla de presión de gas de 0.5 MPa y una distancia de la salida de la boquilla del quemador a la superficie de las placas - 50 mm.
El método se lleva a cabo de la siguiente manera.
Las rejas de arados, que se toman para restauración, deben cumplir los siguientes requisitos: deben estar limpias de contaminación a un estado que permita la inspección y detección de defectos; el grosor de la base de la rejilla desgastada en el área de los orificios de los pernos es de al menos 8 mm; el ancho de la reja desgastada, determinado desde el lado posterior (no laborable) como la distancia desde el respaldo hasta el chaflán occipital, no menos de 100 mm.
Se hace una ranura con una profundidad de 1,5 en la superficie de la hoja de la reja del arado. 2,0 mm. Esta operación se realiza en una fresadora vertical.
Luego, la soldadura L63 se coloca en una ranura previamente preparada a intervalos regulares, después de lo cual se instalan placas de metal-cerámica TN-20 o T15K6 en la soldadura. Después de eso, se aplica una capa adicional de soldadura y fundente de la marca FK-250 a la unión de cada placa con el borde vertical de la ranura.
A continuación, las placas y la reja de arado restaurada se calientan utilizando un aparato de soldadura de gas portátil MBV-500 con una llama de soplete de hidrógeno-oxígeno. Modos de proceso: la distancia desde la salida de la tobera del quemador hasta la superficie a restaurar es de 50 mm, el consumo de oxígeno es de 400 l / h, el consumo de hidrógeno es de 375 l / ha una presión de mezcla de gases de 0,5 MPa. En este caso, el quemador se para alternativamente sobre cada placa, tratando de asegurar su calentamiento uniforme. Se continúa calentando hasta que se produce la fusión completa de la soldadura. De esta forma se suelda cada placa. La exposición a una llama de hidrógeno-oxígeno no afecta negativamente a la soldadura, el fundente, las placas de cermet y el metal de reparto usados.
Luego, la reja de arado recuperada con las placas de metal-cerámica soldadas se coloca en un colector termoaislante calentado a una temperatura de 620.630 ° C, junto con el cual se enfría a temperatura ambiente, y la velocidad de enfriamiento es de 4 ° C / min.
Los resultados de las pruebas comparativas del método propuesto y el prototipo se muestran en la tabla.
Las siguientes averías y desgaste son posibles en los cuerpos de los arados: la hoja de la reja se desafila, aparece un chaflán en la parte posterior, la puntera está redondeada, la reja se estrecha en ancho. Son frecuentes los casos de rotura de la reja del arado y la siega de su parte de trabajo como consecuencia de golpear las raíces y piedras al arar arados de alta velocidad cuando el pilote del vertedero está desgastado, la forma del corte del campo cambia, su el borde está redondeado, la superficie de trabajo está desgastada y la punta se rompe, en el ala se desgasta 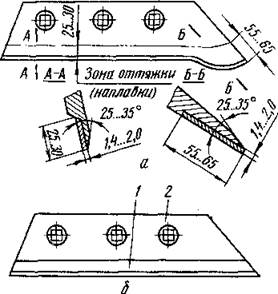
superficie de trabajo. La tabla de campo y las manchas se desgastan por el lado del surco y por debajo.
La hoja de la reja cuando está desafilada se afila por el lado de trabajo al grosor
Reja de arado autolimpiante; b-compuesto soldado; 1 lama; 2 traseros
La forma de la superficie de trabajo desgastada de la hoja se comprueba con una plantilla. Se permite una desviación de la plantilla no más de 6 mm. Si se rompe la punta del pecho, se puede restaurar la hoja. Para hacer esto, la parte rota se hace a partir de un vertedero antiguo, de acuerdo con una plantilla, se ajusta en la unión y se suelda eléctricamente desde la parte posterior hasta el vertedero desgastado. Antes de soldar, la pieza de trabajo se trata térmicamente para obtener una dureza de NKS 62. 50. Para eliminar el calor durante la soldadura, las áreas cercanas a la costura se recubren con una solución de arcilla con amianto, se coloca un revestimiento de cobre rojo de 5 mm de espesor debajo de la costura y se coloca un trapo empapado en agua debajo del revestimiento. Después de soldar, se limpia la costura. Cuando el borde de campo de la hoja se desgasta, se deposita mediante una superposición secuencial. rodillos con electrodos T-590 y afilados en un ángulo de 45. 50 ° a la superficie de trabajo.
Con un ligero desgaste, las tablas de campo se restauran con una superficie dura, seguido de un afilado, o se usa el lado no desgastado de la tabla para darle la vuelta. Para ello, se hacen agujeros en él y se endurecen.
Se permite arrugar la hoja del cuchillo en no más de tres lugares con una profundidad de hasta 1.5. 2,0 mm y longitud hasta 15 mm. La deformación del disco no se permite más de 3 mm. Los discos deformados se enfrían en la estufa. Se afilan a un grosor de hoja de 0,5 mm en un dispositivo OR-6112 para afilar cuchillas circulares y en accesorios para un torno con cortadores con placas de aleaciones duras T15K6, etc. La desviación axial y radial del disco no se permite más de 3 mm.
El desgaste de los extremos de los cubos de disco de hasta 8 mm se compensa colocando arandelas de tal manera que el espacio entre las espuelas de los discos adyacentes sea de al menos 4 mm. Las piezas de hierro fundido con grietas se sueldan con alambre con núcleo de fundente PANCH-I mediante soldadura eléctrica o soldadura de gas caliente con varillas de hierro fundido.
Limitar la visualización de cuerpos de corte desgastados de las máquinas de labranza
Puede hacer preguntas solo después de registrarse. Inicie sesión o regístrese, por favor.
Mire el arado, lo que debe reemplazarse en él, para que ara y no corte surcos. Intentaré publicar una foto, me parece que el primer vertedero está cortando a la derecha, estaré muy agradecido por tu ayuda.
Bueno, sí, el primer edificio está torcido. ¿El segundo cuerpo también deja un surco?
En primer lugar, debe colocar todos los cuerpos en un plano y, en segundo lugar, ajustar el arado. Su volcado no funciona por completo, de ahí las crestas.
En mi opinión, puede haber dos razones:
1 El arado está bloqueado en el surco
2 baja velocidad
En otros casos, las crestas serían diferentes, pero tienes todas las mismas crestas.
La vertedera de la primera carrocería difiere de la segunda y la tercera, y ¿cuál es la huella de la rueda trasera del tractor?
Ajuste el arado.
¿Conduces un tractor por un surco o por un campo? El primer cuerpo no arroja mucho a la pista anterior. Los vertederos normalmente están lijados, lo que significa que hay un giro de la costura. La pista desde el pukary es pareja y limpio, va exactamente a juzgar por el hecho de que todos los vertederos tienen la misma altura de molienda. bueno, casi una reja de arado y un pecho 
vertederos, pero esto no es fatal (el combustible diesel devorará un poco más y arará un poco menos). Reduzca un poco el ancho de la empuñadura, más cerca del arado de las ruedas (bultos) y todo irá genial. La velocidad no es necesario. Su arado tiene volcados clásicos (no de alta velocidad).
Haz una grada después de un arado y serás feliz.
- algo golpea el motor.
- sube la radio y serás feliz
La política económica es ante todo el arte de la implementación, no el arte de hacer planes. (A.V. Chayanov)
Creamos condiciones para el desarrollo :. apoyo a los productores agrícolas para no obstaculizarlos. P.N. Cherkasov, Región de Natalinskoe Moscú.
Es un hecho que el arado debe estar regulado, pero además, es necesario regular la forma en que se monta el arado en el tractor. entonces la tierra cultivable será hermosa.
La política económica es ante todo el arte de la implementación, no el arte de hacer planes. (A.V. Chayanov)
Creamos condiciones para el desarrollo :. apoyo a los productores agrícolas para no obstaculizarlos. P.N. Cherkasov, Región de Natalinskoe Moscú.
Cómo no ajustar el arado, pero las ranuras y los bultos aún permanecerán. Especialmente en terrenos duros. Con la rastra, resulta perfectamente uniforme.
¿Y qué, exactamente qué se puede sembrar sin nivelar con un cultivador?
¿Conduces un tractor por un surco o por un campo? El primer cuerpo no arroja mucho a la pista anterior. Los vertederos normalmente están lijados, lo que significa que hay un giro de la costura. La pista desde el pukary es pareja y limpio, va exactamente a juzgar por el hecho de que todos los vertederos tienen la misma altura de molienda. bueno, casi una reja de arado y un pecho
El arado ara normalmente, la pista de una pasada es uniforme 
Pero el hecho de que el primer corpus no aporta mucho al anterior, entonces esto es un problema, y más bien se puede curar de dos formas: 1) Tire del arado con las ataduras de cadena más cerca del lado derecho (el arado está lejos del surco, tal vez
también las tablas de campo pueden compostar cerebros)
2) Simplemente digiera el punto de enganche del arado (triángulo de acoplamiento automático).
Específicamente, depende de usted decidir.
No se apresure a hacer el bien. El bien debe hacerse lentamente para que se note y se aprecie.
Un arado ecuestre, un arado de tractor o un tractor de empuje es algo indispensable en una granja de patio trasero. El arado ara el suelo, girando la capa superior del suelo, lo que reduce la cantidad de malezas, hace que el suelo sea más suave y flexible. No solo puede comprar un arado, sino también hacerlo usted mismo. Para hacer esto, además de herramientas y materiales, debe tener una idea de la estructura del arado y su geometría.
Es posible hacer un arado correctamente solo cuando se conoce el proceso de arado, así como el propósito de cada una de las partes del arado.
Al arar, la cuña del arado corta el suelo en un ángulo específico, dependiendo de la suavidad y humedad del suelo. La cuña separa el depósito, lo eleva y lo comprime, al mismo tiempo que divide el depósito en varias partes. El ángulo de entrada depende de cuántas partes se dividirá la capa de tierra: cuanto mayor sea el ángulo, mayor será la división. Pero si el ángulo de entrada es de más de cuarenta y cinco grados, entonces el suelo deja de deslizarse sobre la superficie de trabajo del dispositivo de arado y comienza a acumularse frente a él, lo que dificulta el trabajo posterior.El arado vertical, es decir, con un ángulo de ataque más agudo, separa el suelo del borde del surco y lo comprime horizontalmente. Un arado con un ángulo de dirección horizontal funciona de manera diferente: desvía y gira la capa de suelo.
Un arado de trabajo típico consta de:
- Una reja de arado que corta el suelo
- Vertedero,
- Cuchillo,
- Tablero de campo,
- Bastidores
- Desnatadora.
Además, el arado puede equiparse con:
- Estructura de metal más resistente
- Ruedas
- Un mecanismo que corrige el trabajo del arado en relación con el tractor,
- Hidromecanismos,
- Sistema hidráulico neumático.
El vertedero puede tener varios tipos de superficie de trabajo:
- Tornillo,
- Cilíndrico,
- Cylindroid.
El cilíndrico muele perfectamente el suelo, pero la formación se forma mal. Esto no siempre es conveniente. La superficie de trabajo cilíndrica se utiliza generalmente para trabajar en suelos blandos. Lo más conveniente y práctico para trabajar es una superficie cilíndrica, que se desmorona bien y voltea el suelo, y también hace frente tanto al suelo seco como al húmedo.
Para hacer un arado en casa con sus propias manos, debe tener:
- Rodillos
- Amoladora,
- Cortador de gas,
- Sujetadores
- Herramienta de medición,
- Martillo,
- Maquina de soldar,
- Tijeras para cortar metal.
Antes de comenzar a trabajar, se recomienda elaborar un dibujo o diagrama, o encontrar una versión preparada en Internet. Esto le permitirá representar visualmente el progreso del trabajo, la ubicación de todas las piezas y sujetadores.
La opción más fácil de fabricar. El dispositivo unilateral se puede fabricar de una sola pieza, en forma de un solo cuerpo, y plegable. La versión plegable es conveniente porque le permite quitar la reja del arado para afilar. La reja se puede reemplazar con un disco de una placa circular. El volcado se suele realizar de dos formas. El primero de ellos requiere el uso de un corte de tubería, de unos cinco milímetros de espesor y cincuenta centímetros de diámetro.
Se corta una pieza de trabajo del corte y, con una amoladora angular, se lleva al tamaño deseado. El segundo método de hacer un vertedero implica la presencia de una chapa de acero de cuatro milímetros de espesor, o un cilindro con el mismo espesor de pared, pero con una sección de unos 50 cm. Con ayuda de una máquina de soldar o unas tijeras metálicas, se corta una forma. y doblado en forma de cilindro. Si hay desviaciones de las dimensiones requeridas, puede usar un martillo para volver a trabajar.
Cualquier dibujo proporciona seis elementos constitutivos:
- Disco de metal o reja de arado,
- La Fundación,
- Placa espaciadora,
- Solapa lateral,
- Tubo cortado para la solapa,
- Tablero de trabajo de campo.
La reja del arado se instala generalmente con una hoja de metal y varias cuñas, biseladas en un ángulo de veinticinco grados. Sujeta mediante soldadura de dos puntos, y también conecta la rejilla y el escudo lateral. Es aconsejable hacer el escudo un centímetro más alto que el borde inferior de la reja, mientras que los bordes del escudo deben superponerse al borde de la hoja cinco o seis milímetros.
La reja con la cuchilla se sujeta mediante soldadura de manera que queden un solo conjunto, sin huecos ni irregularidades. El ángulo formado entre ellos no debe exceder los siete grados. Una reja soldada y una cuchilla se unen al soporte lateral, y el soporte en sí se suelda primero a la base y luego a la placa espaciadora. Finalmente, las esquinas de la reja se sueldan a la base. Se limpian todos los rastros de soldadura y costuras, y se lija la hoja con una reja.
Este tipo es más eficiente para arar grandes extensiones de tierra. Para la fabricación, se requiere un marco de acero macizo, hecho de un perfil redondo o rectangular, de al menos dos milímetros de espesor. El tamaño del marco depende del número de piezas de trabajo necesarias y del elemento de control. En el cuerpo de trabajo, la reja debe colocarse desde abajo, ya que su función es trasladar una capa de tierra al vertedero. El vertedero voltea el suelo, corta y desplaza, formando un surco.
El soporte es necesario para sujetar las herramientas de trabajo al marco y sostener el cuchillo. En él se hacen varios orificios ajustables, que le permitirán cambiar la profundidad de arado.Por lo general, el bastidor se suelda a partir de una placa de metal, de al menos un centímetro de grosor, y se fija al marco con pernos.
El bastidor con todas las herramientas de trabajo se fija al minitractor o al tractor con conductor a pie con una barra de tiro o enganche de fabricación casera. La barra de tiro debe tener necesariamente un mango y tener una forma recta o en forma de V. La segunda forma es más eficiente ya que hace que el arado sea mucho más estable. Además, para una mayor estabilidad y rectitud de movimiento, puede instalar ruedas de campo. Se fijan al marco con un soporte ajustable.
Para ensamblar un arado con sus propias manos, debe cumplir con una regla muy importante: todas las partes del dispositivo se sueldan primero mediante soldadura por puntos, y solo cuando todas las partes están en su lugar y se sujetan correctamente, la última. La calidad de la mano de obra es fácil de verificar; para esto, se debe quitar la hoja con la reja y el arado en sí debe colocarse sobre la mesa. Presionando el arado con fuerza, verifique la coincidencia de la superficie de la mesa con la superficie horizontal del corredor. Si no hay desviaciones, todo se hace correctamente.
También puede determinar una buena construcción mediante los siguientes criterios:
- El borde afilado de la reja se encuentra dos centímetros por debajo del corredor,
- La parte con la hoja no sobresale más de un centímetro más allá del borde vertical del corredor,
- No hay espacio entre el patín y la cuchilla.
Un dispositivo hecho en casa está montado en un tractor de empuje al lado del área de arado. Comienzan con la instalación de ruedas de acero: evitan que el tractor de empuje se resbale en el suelo. El siguiente paso es colocar el arado, pero no apriete completamente todas las tuercas de fijación. Con su ayuda, el dispositivo se ajustará, que comienza en un soporte especial. La altura del soporte debe ser igual a la profundidad de arado. Después de montar y comprobar la sujeción de todas las unidades, el arado se coloca en el suelo.
La prueba de rendimiento se realiza con un arado de tres surcos.
Esto es suficiente para medir la profundidad y comprobar las formaciones volcadas. Si los surcos se superponen o la distancia entre ellos es superior a diez centímetros, todos los componentes deben volver a ajustarse.
















