En detalle: reparación de bricolaje de la culata de 16 válvulas anteriores de un maestro real para el sitio my.housecope.com.
- Piezas de la culata de cilindros
- 1 - cabeza de bloque
- 2 - árbol de levas de admisión
- 3 - prensaestopas
- 4 - el árbol de levas de escape
- 5 - caja del cojinete del árbol de levas
- 6 - tapa de cabeza de bloque
- 7 - soporte para sujetar el mazo de cables
- 8 - enchufes
- A - el cinturón distintivo del árbol de levas de admisión
La culata 1 del bloque de cilindros, común para cuatro cilindros, está fundida en una aleación de aluminio, con cámaras de combustión en forma de cadera. Los canales de entrada y salida se llevan a diferentes lados del cabezal del bloque. Las válvulas están dispuestas en forma de V en dos filas: por un lado la admisión, por el otro, el escape.
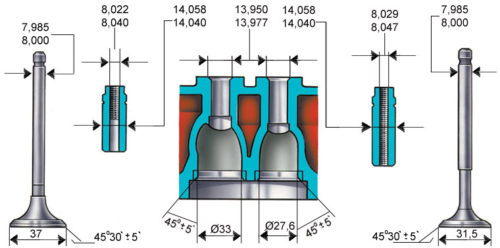
Los asientos de válvula sinterizados y las guías de válvula de latón se presionan en la cabeza. El diámetro interior de los casquillos guía es (7 ± 0.015) mm, el diámetro exterior (para casquillos suministrados como repuestos) es 12.079-12.090 mm y 12.279-12.290 mm (el casquillo se incrementa en 0.2 mm).
El diámetro del disco de la válvula de entrada es de 29 mm, el diámetro de la válvula de salida es de 25,5 mm. El diámetro del vástago de la válvula de entrada es (6,975 ± 0,007) mm, el diámetro de la válvula de salida es (6,965 ± 0,007) mm.
Se instala un resorte para cada válvula. La longitud del resorte en estado libre es de 38,19 mm, bajo una carga de (240 ± 9,6) N [(24,5 ± 0,98) kgf] debe ser de 32 mm, y bajo una carga de (550 ± 27,5) N [(56,1 ± 2,8) kgf] - 24 mm.
Las válvulas son accionadas por levas del árbol de levas a través de empujadores hidráulicos cilíndricos ubicados en los orificios de guía de la culata a lo largo del eje de los orificios de las válvulas. Los empujadores hidráulicos eliminan automáticamente el juego de válvulas, por lo que no es necesario revisar y ajustar el juego de válvulas durante el mantenimiento.
| Video (haga clic para reproducir). |
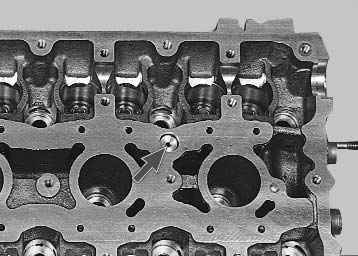
El aceite para el funcionamiento de los empujadores hidráulicos Lada Priora se suministra desde el sistema de lubricación a lo largo de un canal vertical en el bloque de cilindros hasta el canal en la culata cerca del quinto perno de fijación, y luego a lo largo de los canales superiores hechos en el plano inferior del Alojamiento de cojinetes. A través de los mismos canales, se suministra aceite para lubricar los muñones del árbol de levas. Una válvula de bola de retención está ubicada en el canal vertical de la culata de cilindros, lo que evita que el aceite se drene de los canales superiores después de que se detiene el motor.
Se utilizan dos árboles de levas para impulsar las válvulas: admisión y escape. Los ejes son de fundición de hierro y están equipados con cinco muñones de cojinetes, que giran en asientos hechos en la culata de cilindros y en un alojamiento de cojinete de árbol de levas común. Para aumentar la resistencia al desgaste, se blanquean las superficies de trabajo de las levas y el muñón del sello de aceite. Para distinguir el árbol de levas de admisión del árbol de levas de escape, se hace una banda distintiva A en el árbol de admisión cerca del primer soporte.
Los ejes se mantienen contra movimientos axiales mediante collares de empuje ubicados a ambos lados del soporte delantero. Los extremos frontales de los árboles de levas priora están sellados con sellos de goma autoajustables. Los orificios traseros ubicados a lo largo del eje de los ejes en la culata del Lada Prior y la carcasa del cojinete están cerrados con tapones de goma.
Necesitará: un dispositivo para la compresión de los resortes de las válvulas, una herramienta para presionar y un mandril para presionar los sellos del vástago de la válvula, llaves de tubo "para 8", "para 10", "para 13", llaves "para 19", "para 21", un hexágono "para 10", destornillador, pinzas.
1. Retire la culata del motor (consulte "Sustitución de la junta de la culata del Lada Priora").
2. Instale la cabeza del bloque con los árboles de levas hacia arriba, colocando espaciadores de madera debajo para no dañar las válvulas.
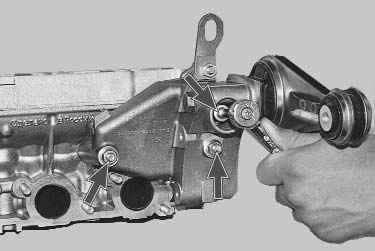
3.Desenroscar las tres tuercas que sujetan el soporte izquierdo de la unidad de potencia con un cabezal de enchufe "13" ...
5. Desatornille los dos pernos que sujetan el soporte del tubo de combustible con una llave "10" ...
7. Desenroscar con una llave "10" los dos tornillos del sensor de fase ...
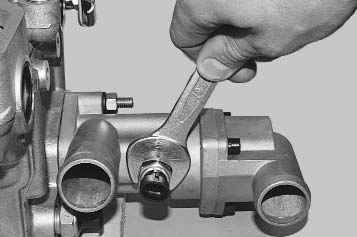
9. Desatornille el sensor de la luz de advertencia de caída de presión de aceite de emergencia de la caja del cojinete del árbol de levas con una llave 21.
10. Retire el sensor de temperatura del refrigerante del termostato con una llave "19".
11. Desatornille el sensor del indicador de temperatura del refrigerante del extremo trasero del cabezal del bloque con una llave 21.
12. Desatornille las dos tuercas del termostato VAZ 2170 con una llave de 13 teclas.
14. ... y la junta instalada debajo.
15. Desatornille las bujías con una llave para bujías para no dañarlas accidentalmente.
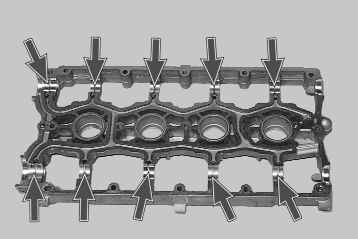
16. Con la cabeza hueca "8", desatornille los veinte pernos que sujetan la carcasa del cojinete del árbol de levas del Lada Prior.
18. Retire los árboles de levas de los soportes de la culata de cilindros de la VAZ 2172 y retire los sellos de aceite de sus extremos frontales.
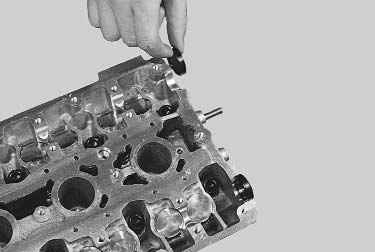
19. Quite los tapones del extremo trasero del cabezal del bloque.
20. Retire los empujadores de válvula de los orificios en la culata de cilindros.
21. Limpiar los depósitos de carbón de las cámaras de combustión. Inspeccione la cabeza del bloque Lada Prior. Si tiene grietas o rastros de quemado en las cámaras de combustión, reemplace el cabezal. Elimine rebabas y mellas del plano de la cabeza del bloque.
22. Compruebe la planitud de la superficie adyacente al bloque de cilindros del Lada Prior. Para hacer esto, coloque la regla con su borde en la superficie de la cabeza, primero en el medio a lo largo y luego en diagonal, y mida el espacio entre la superficie de la cabeza y la regla con una galga de espesores. Si el espacio es superior a 0,1 mm, la superficie de contacto se puede lijar. Para ello, contacte con un taller especializado.
23. De manera similar, verifique la planitud de las superficies de contacto de la cabeza del bloque debajo del colector de admisión ...
24. ... y un katkollektor. La planitud de estas superficies no debe exceder los 0,1 mm.
25. Para comprobar el apriete de la cabeza del bloque de trastes de Prior, tape el orificio en la cabeza para el enchufe del termostato. Esto se puede hacer, por ejemplo, colocando un espaciador en blanco hecho de cartón grueso debajo del enchufe y apretando sus tuercas de fijación. Vuelva a instalar el sensor del indicador de temperatura del refrigerante si se apagó.
26. Vierta queroseno en los canales de la camisa de agua. Si el nivel de queroseno baja después de mantenerlo de 15 a 20 minutos, significa que hay grietas en la cabeza y debe reemplazarse. Recuerde quitar el espaciador de cartón y los tapones después de la verificación.
27. Compruebe el estado de las superficies de los cojinetes de los muñones del árbol de levas en la cabeza del bloque ...
28. ... y alojamiento de cojinetes. Si al menos uno de ellos muestra signos de desgaste, rayaduras o marcas profundas, reemplace la cabeza y la carcasa del cojinete.
29. Lave los conductos de aceite. Para hacer esto, conecte el canal de aceite vertical del VAZ 2171 desde el lado de la cámara de combustión (el canal está ubicado entre el tercer y cuarto cilindro).
treinta. . vierta gasolina en el canal de aceite del cabezal del bloque ...
31. ... y las carcasas de los cojinetes del árbol de levas y déjelas en remojo durante 15 a 20 minutos. Vierta la gasolina, retire el tapón y finalmente lave los canales con gasolina usando un soplador.
32. Para comprobar el apriete de las válvulas, enrosque las velas y vierta queroseno en las cámaras de combustión. Si, en 3 minutos, el queroseno no se escapa de las cámaras de combustión a los canales, las válvulas están apretadas. De lo contrario, rectifique (consulte "Lapeado de las válvulas") o reemplace las válvulas.
Para reemplazar o pulir las válvulas, retire las siguientes partes de la culata: 1 - válvula; 2 - primavera; 3 - plato; 4 - galletas saladas.
33. Coloque un tope adecuado debajo de la válvula que se va a quitar.
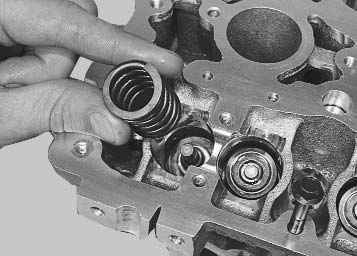
34. Instale el dispositivo para la compresión de los resortes de válvula anteriores atornillando el perno de la tapa del cojinete del árbol de levas en uno de los orificios en la cabeza del bloque y enganchando la herramienta en este perno. Comprima el resorte de la válvula con una herramienta.
35. Retire las dos galletas de la placa de resorte superior con unas pinzas o un destornillador magnetizado. Luego retire el accesorio.
Si la fuerza de movimiento de la palanca del dispositivo aumenta significativamente y las galletas no salen de la ranura de la válvula, aplique un golpe ligero con un martillo en la placa de resorte para liberar las galletas.
36. Retire la placa de resorte.
37. Retire con cuidado el resorte.
38. Empuje y retire la válvula del cabezal del bloque.
39. Presione el sello del vástago de la válvula para separarlo de la guía de la válvula con una herramienta o unos alicates (consulte "Reemplazo de los sellos del vástago de la válvula del Lada Prior").
40. Limpie los depósitos de carbón de la válvula con una herramienta adecuada (por ejemplo, un cepillo de alambre). Luego, inspeccione cuidadosamente la válvula.
41. Reemplace las válvulas con los siguientes defectos: marcas profundas y rayones en el chaflán de trabajo 1, grietas, deformación de la varilla 3, alabeo de la placa 2, rastros de quemado. Las pequeñas marcas y rayones en el chaflán de trabajo se pueden eliminar lapeando las válvulas (consulte Lapeado de las válvulas).
42. Si el daño en el chaflán de trabajo de las válvulas no se puede eliminar mediante lapeado, puede rectificar el chaflán en una máquina especial en un taller especializado.
43. Compruebe el estado de los asientos de las válvulas. Los chaflanes de trabajo de los asientos deben estar libres de signos de desgaste, cavidades, corrosión, etc. Los asientos de las válvulas pueden ser reemplazados por un taller especializado. Los daños menores (riesgos menores, rayones, etc.) pueden eliminarse lapeando las válvulas (ver Lapeado de las válvulas del Lada Prior).
44. Los defectos más importantes en los asientos de las válvulas se eliminan mediante esmerilado. Se recomienda triturar los sillines en un taller especializado.
- Puntos de mecanizado del chaflán del asiento de la válvula
45. Al tener habilidades de cerrajero, este trabajo se puede realizar manualmente utilizando un juego de cortadores especiales. Primero, se procesa un chaflán a en un ángulo de 15 °, luego un chaflán b en un ángulo de 20 ° y un chaflán c en un ángulo de 45 °. Después del pulido, las válvulas deben ser lapeadas (consulte Lapeado de las válvulas).
46. Verifique el estado de los resortes de las válvulas. Reemplace los resortes doblados, rotos o agrietados.
- Parámetros de prueba de resorte de válvula
47. Para comprobar la elasticidad del resorte exterior, mida su altura libre y luego bajo dos cargas diferentes. Si el resorte no cumple con las especificaciones, reemplácelo.
48. Inspeccione los empujadores hidráulicos de la válvula Lada Prior. Si la superficie de trabajo 1 tiene raspaduras, rayones y otros defectos, reemplace los empujadores hidráulicos. Mida los diámetros exteriores de los empujadores, reemplace los empujadores desgastados. En las superficies de trabajo 2 no debe haber rayones, mellas, rayones, rastros de desgaste escalonado o desigual, roce de metales. Los empujadores hidráulicos con tales defectos deben reemplazarse. En las superficies 2, se permiten marcas de rodaje concéntricas con levas de árbol de levas.
- Dimensiones de válvulas y sus guías.
49. Compruebe las holguras entre los casquillos guía y las válvulas. El espacio se calcula como la diferencia entre el diámetro del orificio en el manguito y el diámetro del vástago de la válvula del Lada Prior. Se recomienda verificar el juego en un taller especializado, ya que se necesita una herramienta especial (calibre interno) para medir el diámetro de los casquillos.
- Holguras entre la válvula y el casquillo guía, mm:
clasificado para válvulas de admisión y escape. 0.018-0.047
máximo permitido para válvulas de entrada y salida. 0.300
50. Si el espacio libre no ha alcanzado el máximo permitido, puede intentar eliminarlo reemplazando la válvula. Si esto no se puede hacer o la holgura excede el máximo permitido, reemplace el casquillo guía. Para hacer esto, extraiga el casquillo defectuoso del lado de la cámara de combustión con un mandril especial, habiendo medido previamente la altura del saliente de la parte superior del casquillo sobre la superficie de la cabeza del bloque.
51. Enfríe el buje nuevo (por ejemplo, usando un extintor de dióxido de carbono), lubríquelo con aceite de motor, insértelo en un mandril especial y presiónelo desde el costado del árbol de levas para que la protuberancia de la parte superior del buje corresponde al valor medido. Escarie el orificio en el buje con un escariador a 7.000-7.015 mm para las válvulas de entrada y salida.
- 52. Si está instalando una válvula vieja, elimine las rebabas de las ranuras para las galletas.Después de eso, es necesario pulir la válvula hasta el asiento (ver "Pulido de las válvulas").
- 53. Instalar las válvulas en la cabeza del bloque de acuerdo con las marcas previamente realizadas, habiendo previamente lubricado las varillas con aceite de motor.
- 54. Instale los sellos del vástago de la válvula (consulte "Reemplazo de los sellos del vástago de la válvula").
- 55. Instale los árboles de levas y la carcasa del cojinete del árbol de levas (consulte "Reemplazo de los sellos del vástago de la válvula").
- 56. Instale en la cabeza del bloque todas las piezas y conjuntos extraídos durante el desmontaje.
A menudo, al revisar un motor, se requiere la extracción, el desmontaje y el montaje de la culata. El artículo analiza cómo quitar la cabeza de las válvulas Lada Priora 16. También se adjunta un video con un video reportaje detallado sobre el montaje y desmontaje de la culata.
La culata es uno de los componentes principales del motor. Consiste en una cubierta que sirve para proteger las partes internas de las influencias ambientales externas. La culata se fabrica mediante fundición por puntos de hierro fundido o aleación de aluminio. Para eliminar la tensión residual que se produce durante la fase de fundición, el producto se envejece artificialmente mediante un procesamiento mecánico.
La parte inferior de la culata está más extendida, por lo que protege el interior del bloque de forma más fiable. El interior de la superficie de la cabeza es perfectamente lisa. La unidad consta de una gran cantidad de elementos.
En la parte superior de la culata se reserva espacio para los alojamientos de los cojinetes del árbol de levas, muelles de válvulas, casquillos y arandelas de apoyo, así como para el mecanismo de distribución de gas. Dado que la culata consta de una gran cantidad de piezas, el proceso de montaje y desmontaje de la culata es muy laborioso. En conjunto, las partes de la unidad convierten la energía durante la combustión del combustible en energía mecánica, gracias a la cual el automóvil se mueve.
Al operar un automóvil, debe monitorear constantemente el ajuste apretado de la culata de cilindros al bloque mismo, para que no haya fugas de fluidos de trabajo. Como todas las unidades de un automóvil, la culata requiere un mantenimiento regular. Los detalles que están bajo estrés constante requieren más atención. Estos incluyen los componentes del mecanismo de distribución de gas: sellos de válvulas, válvulas, sellos de aceite del árbol de levas, juntas. La vida útil de sus componentes y conjuntos depende de la calidad del servicio del automóvil.
El reemplazo de los consumibles debe realizarse de acuerdo con las recomendaciones especificadas en el manual de servicio de Lada Priora. Los sellos de aceite y la junta deben cambiarse a medida que se desgastan o cuando se dañan externamente. Existen una serie de operaciones en las que es necesario desmontar la culata: retrabajo y rectificado de asientos, reemplazo de válvulas, prueba de presión de asientos y casquillos de válvulas, entre otros.
La culata de los cilindros Lada Priore 16 debe reemplazarse si, tras una inspección visual, se encuentran astillas, grietas o signos de corrosión. Durante la reparación, se pueden realizar los siguientes trabajos:
- cambiar juntas;
- sustitución de árboles de levas;
- cambie los elevadores hidráulicos si están defectuosos;
- Las válvulas dobladas cambian si se rompe la correa de distribución.
El desmontaje, desmontaje y montaje de la culata para reparación y revisión consta de los siguientes pasos:
- En primer lugar, es necesario enfriar el motor, aliviar la presión en el sistema de combustible.
- Para desenergizar el automóvil, debe desconectar el terminal negativo de la batería de almacenamiento.
- Antes de retirar la unidad, se debe drenar el refrigerante.
- A continuación, desmontamos la culata y la instalamos para no dañar la válvula para su posterior reparación y revisión.
- Después de desatornillar las tuercas de fijación, desmontamos el soporte de la unidad de potencia.
- A continuación, retiramos secuencialmente el soporte de la tubería de combustible, los sensores de fase, la temperatura del refrigerante, la luz de advertencia de presión de aceite de emergencia y el indicador de temperatura.
- Luego retire el termostato con la junta instalada debajo.
- Retire las bujías para evitar daños.
- A continuación, retire la carcasa del cojinete del árbol de levas.
- En la siguiente etapa, se retiran los árboles de levas y los sellos de aceite, colocados en sus extremos frontales.

Árboles de levas extraídos

Comprobación de la idoneidad de la válvula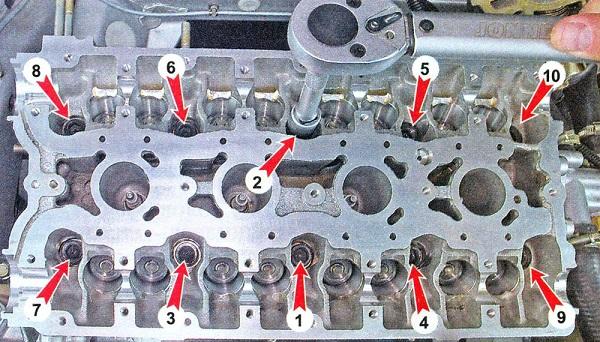
Secuencia de apriete de pernosLa reparación de la unidad en cuestión lleva mucho tiempo, pero es bastante factible por nuestra cuenta. Si realiza una inspección técnica, repara Lada Priora a tiempo y cambia los consumibles necesarios, esto perderá la vida útil del automóvil.
Este video habla sobre la reparación de la culata del Lada Priora.
Los automóviles de la familia VAZ-2112 se produjeron con uno de los dos motores de 16 válvulas: 21124 y 21120. El volumen de trabajo de estos motores es diferente, y solo se usa una parte llamada "culata", que se designa con los números 2112 -1003011. Se rumorea que la culata del motor 21120 no se ajusta al motor 24, pero es posible un reemplazo inverso. Sin embargo, solo hay un SKU en el catálogo de piezas y se adapta a dos motores a la vez. Además, se considera qué acciones podemos realizar nosotros mismos para reparar la culata de cilindros VAZ-2112. Solo hablaremos de válvulas de 16 válvulas.
En el video se muestra un ejemplo de desmantelamiento. Miramos.

En primer lugar, para llegar a la culata, debe quitar la tapa de la culata. Para diferentes válvulas de 16 válvulas, esta operación es diferente y los números de artículo de la tapa también se ven diferentes: 2112-1003260 (-10) y 21124-1003260.
Cubierta del motor de combustión interna VAZ-21124 (1.6 l)
También será necesario quitar la correa de distribución; no hay diferencias entre los diferentes motores.
Considere cómo puede separar el colector de escape de la culata. En el motor 21120:
-
Retirar el tubo de escape del silenciador: desenroscar dos tuercas 1 (clave "13"), quitar la barra de sujeción, destornillar seis tuercas 2 (clave "14") y desmontar, sin olvidar apagar el sensor de oxígeno. La foto muestra tres nueces de seis.
Todo lo importante está debajo de la pantalla.
Ahora hablaremos del motor 21124:
- Apagamos ambos sensores de oxígeno. Desenroscamos las tres tuercas que sujetan la pantalla protectora (clave "10") y desmontamos el soporte desatornillando las cuatro tuercas con la clave "13".
Cómo desmontar el soporte de montaje
Funcionamiento con silenciador adicional
Aquí consideramos que la manguera VUT estaba desconectada del módulo de admisión. En la final, en cualquiera de los motores, las velas se desenroscan (llave de tubo "16").
Los pares de apriete de los tornillos de fijación se dan en un texto diferente.En general, en los hatchback VAZ-2112, las reparaciones de la culata de cilindros comienzan reemplazando los tornillos "alargados" por otros nuevos. La longitud debe ser de 95 mm o menos.
El procedimiento para aflojar (izquierda) y apretar los tornillos de fijación
Tomando una regla ancha de acero, verifican:
Se toman medidas a lo largo de cada una de las diagonales. Utilice un juego de sondas.
Para quitar cualquier válvula, deberá quitar el árbol de levas. Todos los tornillos de la carcasa del cojinete deben desenroscarse uniformemente y apretarse con una fuerza de 10 N * m. El compensador hidráulico se puede quitar con un imán y luego la válvula se seca comprimiendo el resorte con un extractor (ver foto).
Puede haber depósitos de carbón en los conductos de las válvulas. Se limpia:
- Destornillador plano;
- Lijado de fieltro.
El pulido se lleva a cabo de la siguiente manera: se coloca un tubo de goma en la válvula, se aplica una pasta con virutas de diamante (una gota), luego la válvula se presiona en el canal y se desplaza. Será posible cambiar los sellos del vástago de la válvula (2112-1007026). No puede prescindir de un extractor especial.
En cualquier automóvil, incluido el VAZ-2112, la reparación de la culata de cilindros se reduce a la limpieza y revisión, así como a la corrección de defectos de geometría. En este último caso, estamos hablando de fresado. La presencia de grietas y astillas es motivo de sustitución, no de reparación.
La válvula quemada se puede ver de inmediato.
Una válvula en el cilindro 2 se quemó
Se encontraron depósitos de carbón en cada canal de válvula.
Depósitos de carbón en los canales de la culata de cilindros
Reparar: limpieza de todos los canales, sustitución de la válvula por lapeado.
La implementación directa de la reparación de la culata de cilindros VAZ 2112 requerirá varias operaciones en las que se necesita algún equipo especial. Por supuesto, en casa no existe tal posibilidad, y los automovilistas simplemente reemplazan las piezas desgastadas. A continuación, consideraremos el proceso de reparación de la cabeza del bloque, así como algunos de los matices asociados con este trabajo.
Antes de proceder directamente al proceso de reparación de la culata, conviene señalar que la culata debe estar completamente desmontada y todas las piezas de repuesto necesarias adquiridas. Considere el proceso de una revisión completa de la culata de cilindros.
El proceso de lavado de repuestos de automóviles con queroseno caliente.
Para lavar la cabeza, debe estar completamente desmontada, es decir, se desmontan todas las partes que se pueden quitar fácilmente. Un lavado completo requiere 12 litros de queroseno caliente. En los servicios de automóviles, esto se realiza mediante un aerosol que administra líquido a presión. Entonces, toda la suciedad y los restos de virutas de metal se lavan. El lavado se realiza hasta que la culata esté completamente limpia.
Proceso de prensado de la culata
El engarzado es un proceso mediante el cual se comprueba la integridad de una pieza. El engarzado se puede realizar de dos formas, que en principio son similares. La primera es cerrar todas las grietas y rellenar la pieza con agua. Hay, en algún lugar, el agua entra o fluye, entonces la integridad se rompe y se necesitan reparaciones. El segundo método consiste en cerrar todas las grietas y sumergir la cabeza en una solución acuosa. Inmediatamente se verá dónde tiene lugar la despresurización de la pieza. Si la integridad de la cabeza está dañada, es necesario restaurarla.
Los asientos de las válvulas deben quitarse antes de continuar con el resto de la revisión. En el mejor de los casos, se caerán fácilmente del asiento y, de lo contrario, tendrás que usar el ingenio ruso.
La válvula se suelda al asiento y se sale del asiento.
Entonces, ¿qué pasa si los asientos de las válvulas no se rompen? La solucion es simple. Es necesario soldarles un tubo para que el extremo de trabajo pase por el canal del manguito guía y golpee hasta que el sillín se desprenda del soporte del asiento. Por supuesto, pueden formarse grietas en el anillo de asiento del sillín o romperse una pieza. Después de completar el procedimiento, es necesario inspeccionar el lugar y, si es necesario, soldar con soldadura de argón.
A menudo, la reparación de la culata de cilindros no está completa sin comprobar el avión. Esto se puede hacer poniéndose en contacto con un servicio de automóviles que tenga un banco de pruebas o pidiendo a un vecino en el garaje una regla especial para medir el plano de la culata de cilindros.
Medición del plano de la culata de cilindros para determinar la deformación utilizando una regla de metal y una sonda
¡Importante! Se recomienda entregar tales cabezas de bloque a un servicio de automóvil con el equipo adecuado, ya que solo allí podrán medir el avión y molerlo al tamaño deseado.
Entonces, si hay una deformación en la cabeza del bloque o el avión tiene una desviación, entonces debe lijarse. Esta operación se realiza en una rectificadora de superficies especial. Por lo general, se recomienda al reparador de automóviles que no elimine más de 10 mm de espesor. Considere las posibles opciones para rectificar la culata por dimensión:
- Reparación 1 - 1-2,5 mm;
- Reparación 2 - 2,5-5 mm;
- Reparación 3 - 5-7,5 mm;
- Reparación de 4 a 10 mm: el valor máximo permitido para moler GBU VAZ 2112.
Proceso de rectificado de la superficie de la culata
¡Nota! Si elimina el grosor del avión más de 10 mm, esto puede provocar un funcionamiento incorrecto del mecanismo de sincronización, pérdida de potencia y un aumento en el consumo de combustible.
La soldadura con argón es un trabajo de soldadura que se realiza sobre aluminio. Para esto, se usa un gas especial: argón. Entonces, para eliminar grietas y defectos de soldadura en los asientos de los asientos de las válvulas, es necesario soldarlos y luego realizar trabajos de fresado en equipos especiales.
El proceso de reparación de grietas en la culata mediante soldadura de argón.
Una vez realizados los trabajos de soldadura y fresado, es necesario preparar la superficie. Para ello, la culata se coloca en un soporte especial, donde se pule la superficie con una pasta especial producida por ABRO o sus análogos. Esto es necesario para que la superficie no tenga rugosidad. Cuando se completa este procedimiento, es necesario lavar una vez más la pieza de virutas de metal y residuos de material de trabajo.
Es mejor montar la culata en un soporte especial.
Cuando la cabeza del bloque se procesa y se lava, puede proceder directamente a su ensamblaje. Pero, antes de eso, debe realizar un trabajo preparatorio. Consideremos todas las etapas del ensamblaje secuencialmente:
- La carcasa de la culata se instala en un horno de calentamiento especial.
- Mientras tanto, se toman las medidas del asiento de la válvula al asiento, se desdoblan los casquillos guía.
- Cuando la culata está caliente, se saca del horno. En caliente, se instalan los asientos de las válvulas.

En un soporte especial, se procesa el chaflán de la válvula.
Pasos del proceso de contracción del asiento de la válvula
Proceso de lapeado de válvulas
Por lo tanto, se está llevando a cabo una revisión a fondo de la culata de un motor VAZ 2112 de 16 válvulas. Este proceso llevará 1-2 días en un servicio de automóvil, pero un automovilista puede pasar mucho más tiempo en su garaje, ya que la falta de una herramienta afectará. Por lo tanto, se recomienda reparar la culata en los servicios de automóviles, donde todo se hará mucho más rápido y mejor. Por supuesto, esto golpeará el bolsillo, ya que una revisión y revisión de alta calidad de esta parte costará en promedio alrededor de 7,000-10,000 rublos. junto con repuestos.