En detalle: hágalo usted mismo reparación de culatas 2112 16 válvulas de un maestro real para el sitio my.housecope.com.
4.22. Detalles de la culata: 1 - la cabeza del bloque; 2 - árbol de levas de admisión; 3 - prensaestopas; 4 - el árbol de levas de escape; 5 - caja del cojinete del árbol de levas; 6, 8 - anillos de sellado; 7 - tubo guía; 9 - tapa de cabeza de bloque; 10 - soporte para sujetar el mazo de cables; 11 - tapones; A - el cinturón distintivo del árbol de levas de admisión
La cabeza 1 (Fig. 4.22) del bloque de cilindros es común para cuatro cilindros, fundidos en una aleación de aluminio, con cámaras de combustión en forma de cadera. Los canales de entrada y salida se llevan a diferentes lados del cabezal del bloque. Las válvulas están dispuestas en forma de V en dos filas: por un lado, la admisión, por el otro, el escape.
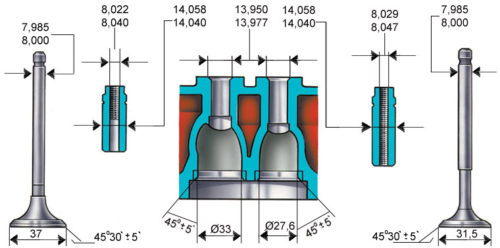
Los asientos de válvula sinterizados y las guías de válvula de latón se presionan en la cabeza. El diámetro interior de los casquillos guía es (7 ± 0.015) mm, el diámetro exterior (para casquillos suministrados como repuestos) es 12.079-12.090 mm y 12.279-12.290 mm (el casquillo se incrementa en 0.2 mm).
Las válvulas son similares en diseño a las del motor mod. 2110, pero tienen diámetros más pequeños de placas y varillas. La válvula de entrada tiene un diámetro de disco de 29 mm y la válvula de salida tiene un diámetro de 25,5 mm. El diámetro del vástago de la válvula de entrada es (6,975 ± 0,007) mm, el diámetro de la válvula de salida es (6,965 ± 0,007) mm.
Se instala un resorte para cada válvula. La longitud del resorte en estado libre es de 38,19 mm, bajo una carga de (240 ± 9,6) N [(24,5 ± 0,98) kgf] debe ser de 32 mm, y bajo una carga de (550 ± 27,5) N [(56,1 ± 2,8) kgf] - 24 mm.
Las válvulas son accionadas por levas del árbol de levas a través de empujadores hidráulicos cilíndricos ubicados en los orificios de guía de la culata a lo largo del eje de los orificios de la válvula. Los empujadores hidráulicos eliminan automáticamente el juego de válvulas, por lo que no es necesario revisar y ajustar el juego de válvulas cuando se realiza el mantenimiento del vehículo.
Video (haga clic para reproducir).
4.23. Unidad de potencia suspensión con motor mod. 2112: 1 - soporte en el larguero derecho del cuerpo; 2 - limitador de almohada inferior; 3 - cojín del soporte derecho; 4 - el limitador superior de la almohada; 5 - tuerca de fijación del cojín; 6 - arandela distanciadora; 7 - tuerca de sujeción del soporte; 8 - escuadra de soporte derecha; 9 - barra de soporte trasera; 10 - escuadra de soporte trasera; 11 - cojín del soporte izquierdo; 12 - tuerca con arandela; 13 - escuadra de soporte izquierda; 14 - escuadra de soporte delantera; 15 - barra del soporte delantero
El aceite para el funcionamiento de los empujadores hidráulicos se suministra desde el sistema de lubricación a través de un canal vertical en el bloque de cilindros al canal en la culata alrededor del quinto perno de fijación (ver Fig. 4.23), y luego a través de los canales superiores hechos en el inferior. plano de la carcasa del cojinete. A través de los mismos canales, se suministra aceite para lubricar los muñones del árbol de levas. Una válvula de bola de retención está ubicada en el canal vertical de la culata de cilindros, que evita que el aceite se drene de los canales superiores después de que se detiene el motor.
Se utilizan dos árboles de levas para impulsar las válvulas: admisión y escape. Los ejes son de hierro fundido y están equipados con cinco muñones de cojinetes, que giran en casquillos hechos en la culata de cilindros y en un alojamiento de cojinete de árbol de levas común. Para aumentar la resistencia al desgaste, se blanquean las superficies de trabajo de las levas y el muñón del sello de aceite. Para distinguir el árbol de levas de admisión del árbol de levas de escape, se proporciona una banda distintiva A en el eje de admisión cerca del primer soporte.
Los ejes se mantienen contra movimientos axiales mediante collares de empuje ubicados a ambos lados del soporte delantero. Los extremos frontales de los árboles de levas están sellados con sellos de goma autoajustables.Los orificios traseros ubicados a lo largo del eje de los ejes en la culata y la carcasa del cojinete están cerrados con tapones de goma.
La verificación del estado técnico y la reparación de la culata son similares a las descritas para el motor mod. 2110.
Necesitará: un dispositivo para la compresión de resortes de válvula, una herramienta para presionar y un mandril para presionar los sellos del vástago de la válvula, una llave de tubo "10", un hexágono "10", un destornillador, pinzas.
1. Retire la culata de cilindros del motor (consulte "Desmontaje de la culata de cilindros en el vehículo").
2. Desatornille el sensor del indicador de temperatura del refrigerante del extremo trasero del cabezal del bloque.
3. Desatornille el sensor de la luz de advertencia de caída de presión de aceite de la carcasa del cojinete del árbol de levas.
4. Quite los dos pernos de montaje y quite el soporte del tubo de combustible.
5. Retire los tubos guía de la bujía de la culata de cilindros y los orificios de la carcasa del cojinete del árbol de levas.
6. Quite los dieciséis pernos de la carcasa del cojinete del árbol de levas.
8. Quite los tapones del extremo trasero del cabezal del bloque.
9. Retire los árboles de levas de los soportes de la culata de cilindros y retire los sellos de aceite de sus extremos delanteros.
10. Retire los empujadores de la válvula hidráulica de los orificios de la culata de cilindros.
11. Quite las galletas de las placas de resorte comprimiendo los resortes de válvula con una herramienta.
12. Retire los resortes con bolsillos.
13. Dé la vuelta a la culata y retire las válvulas de su lado inferior.
14. Retire los sellos del vástago de la válvula de los bujes guía.
15. . y arandelas de resorte.
16. Antes de volver a montar, limpie la culata de cilindros y las carcasas de los cojinetes de residuos de sellador, suciedad y aceite.
17. Instale las arandelas de soporte de resorte.
18. Lubrique las válvulas, los orificios del empujador hidráulico, los orificios de la guía de la válvula y los sellos nuevos del vástago de la válvula con aceite de motor (no se pueden usar sellos viejos).
19. Presione las tapas sobre los casquillos guía con un mandril.
20. Inserte las válvulas en los casquillos guía, instale los resortes y las placas de resorte.
21. Comprimiendo los resortes con el dispositivo, instale las chavetas de la válvula.
22. Inserte empujadores de válvulas hidráulicas en los orificios de la culata de cilindros.
23. Lubrique los muñones de los cojinetes y las levas del árbol de levas con aceite de motor y colóquelos en los soportes de la culata de cilindros.
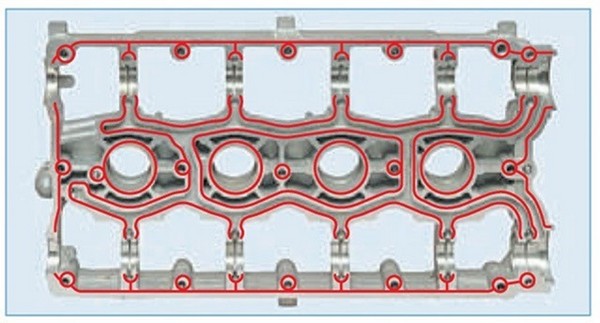
24. En la superficie de la culata que se acopla con la carcasa del cojinete del árbol de levas, aplique el sellador Loctite-574 en forma de haz de 2 mm de diámetro, como se muestra en la foto.
25. Instale el alojamiento del cojinete y apriete los tornillos de su fijación de manera uniforme en forma transversal, comenzando por los soportes intermedios.
26. Introducir nuevos retenes de árbol de levas con mandril (se puede utilizar como mandril un cabezal de un juego de herramientas o un trozo de tubo de diámetro adecuado), habiéndolos previamente lubricado con aceite de motor.
27. Presione los tapones del otro lado de la culata de cilindros.
28. Coloque las juntas tóricas en los tubos guía de las bujías y lubríquelas con aceite de motor.
29. Instale los tubos guía en los orificios de la culata de cilindros y los alojamientos de los cojinetes del árbol de levas.
30. Enrosque el sensor del indicador de temperatura del refrigerante en la culata.
31. Enrosque el sensor de la luz de advertencia de caída de presión de aceite en la carcasa del cojinete del árbol de levas.
32. Instale el soporte de retención de los tubos de combustible en la culata de cilindros.
Manual de referencia para el mantenimiento de automóviles VAZ, LADA 110.
Ajuste de encendido 2110. Compresión del motor VAZ 2112, inmovilizador en el VAZ 2111. Tapa de válvula VAZ 2112, junta del bloque de cilindros VAZ video. El costo de un generador por un vaz. reemplazo de fusibles VAZ 2112, el diseño del depósito de aceite VAZ 2112. Aceite recomendado de fábrica en la caja VAZ 2112. Reemplazo de la bomba de agua (bomba) VAZ 2112.Reemplazo de los sellos del vástago de la válvula VAZ 2110.
Los automóviles de la familia VAZ-2112 se produjeron con uno de los dos motores de 16 válvulas: 21124 y 21120. El volumen de trabajo de estos motores es diferente, y solo se usa una parte llamada "culata", que se designa con los números 2112 -1003011. Se rumorea que la culata del motor 21120 no se ajusta al motor 24, pero es posible un reemplazo inverso. Sin embargo, solo hay un SKU en el catálogo de piezas y se adapta a dos motores a la vez. Además, se considera qué acciones podemos realizar nosotros mismos para reparar la culata de cilindros VAZ-2112. Solo hablaremos de válvulas de 16 válvulas.
En el video se muestra un ejemplo de desmantelamiento. Miramos.
En primer lugar, para llegar a la culata, debe quitar la tapa de la culata. Para diferentes válvulas de 16 válvulas, esta operación es diferente y los números de artículo de la tapa también se ven diferentes: 2112-1003260 (-10) y 21124-1003260.
Cubierta del motor de combustión interna VAZ-21124 (1.6 l)
También será necesario quitar la correa de distribución; no hay diferencias entre los diferentes motores.
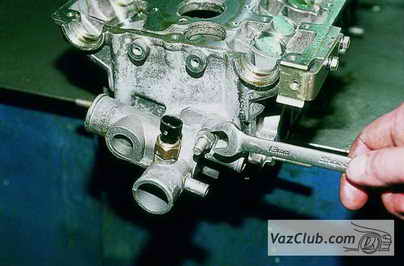
Considere cómo puede separar el colector de escape de la culata. En el motor 21120:
Retirar el tubo de escape del silenciador: desenroscar dos tuercas 1 (clave "13"), quitar la barra de sujeción, destornillar seis tuercas 2 (clave "14") y desmontar, sin olvidar apagar el sensor de oxígeno. La foto muestra tres nueces de seis.
Todo lo importante está debajo de la pantalla.
Ahora hablaremos del motor 21124:
Apagamos ambos sensores de oxígeno. Desenroscamos las tres tuercas que sujetan la pantalla protectora (clave "10") y desmontamos el soporte desatornillando las cuatro tuercas con la clave "13".
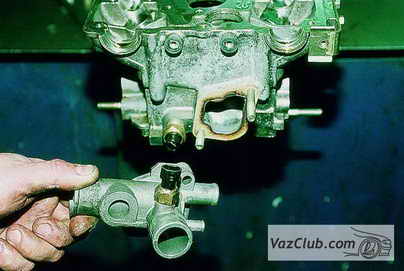
Cómo desmontar el soporte de montaje
Funcionamiento con silenciador adicional
Aquí consideramos que la manguera VUT estaba desconectada del módulo de admisión. En la final, en cualquiera de los motores, las velas se desenroscan (llave de tubo "16").
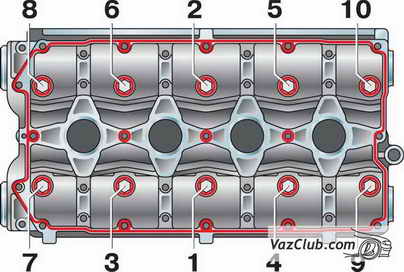
Los pares de apriete de los tornillos de fijación se dan en un texto diferente. En general, en los hatchback VAZ-2112, las reparaciones de la culata de cilindros comienzan reemplazando los tornillos "alargados" por otros nuevos. La longitud debe ser de 95 mm o menos.
El procedimiento para aflojar (izquierda) y apretar los tornillos de fijación
Tomando una regla ancha de acero, verifican:
Se toman medidas a lo largo de cada una de las diagonales. Utilice un juego de sondas.
Para quitar cualquier válvula, deberá quitar el árbol de levas. Todos los tornillos de la carcasa del cojinete deben desenroscarse uniformemente y apretarse con una fuerza de 10 N * m. El compensador hidráulico se puede quitar con un imán y luego la válvula se seca comprimiendo el resorte con un extractor (ver foto).
Puede haber depósitos de carbón en los conductos de las válvulas. Se limpia:
Destornillador plano;
Lijado de fieltro.
El pulido se lleva a cabo de la siguiente manera: se coloca un tubo de goma en la válvula, se aplica una pasta con virutas de diamante (una gota), luego la válvula se presiona en el canal y se desplaza. Será posible cambiar los sellos del vástago de la válvula (2112-1007026). No puede prescindir de un extractor especial.
En cualquier automóvil, incluido el VAZ-2112, la reparación de la culata de cilindros se reduce a la limpieza y revisión, así como a la corrección de defectos de geometría. En este último caso, estamos hablando de fresado. La presencia de grietas y astillas es motivo de sustitución, no de reparación.
La válvula quemada se puede ver de inmediato.
Una válvula en el cilindro 2 se quemó
Se encontraron depósitos de carbón en cada canal de válvula.
Depósitos de carbón en los canales de la culata de cilindros
Reparar: limpieza de todos los canales, sustitución de la válvula por lapeado. La implementación directa de la reparación de la culata de cilindros VAZ 2112 requerirá varias operaciones en las que se necesita algún equipo especial. Por supuesto, en casa no existe tal posibilidad, y los automovilistas simplemente reemplazan las piezas desgastadas. A continuación, consideraremos el proceso de reparación de la cabeza del bloque, así como algunos de los matices asociados con este trabajo.
Antes de proceder directamente al proceso de reparación de la culata, conviene señalar que la culata debe estar completamente desmontada y todas las piezas de repuesto necesarias adquiridas. Considere el proceso de una revisión completa de la culata de cilindros.
El proceso de lavado de repuestos de automóviles con queroseno caliente.
Para lavar la cabeza, debe estar completamente desmontada, es decir, se desmontan todas las partes que se pueden quitar fácilmente. Un lavado completo requiere 12 litros de queroseno caliente. En los servicios de automóviles, esto se realiza mediante un aerosol que administra líquido a presión. Entonces, toda la suciedad y los restos de virutas de metal se lavan. El lavado se realiza hasta que la culata esté completamente limpia.
Proceso de prensado de la culata
El engarzado es un proceso mediante el cual se comprueba la integridad de una pieza. El engarzado se puede realizar de dos formas, que en principio son similares. La primera es cerrar todas las grietas y rellenar la pieza con agua. Hay, en algún lugar, el agua entra o fluye, entonces la integridad se rompe y se necesitan reparaciones. El segundo método consiste en cerrar todas las grietas y sumergir la cabeza en una solución acuosa. Inmediatamente se verá dónde tiene lugar la despresurización de la pieza. Si la integridad de la cabeza está dañada, es necesario restaurarla.
Los asientos de las válvulas deben quitarse antes de continuar con el resto de la revisión. En el mejor de los casos, se caerán fácilmente del asiento y, de lo contrario, tendrás que usar el ingenio ruso.
La válvula se suelda al asiento y se sale del asiento.
Entonces, ¿qué pasa si los asientos de las válvulas no se rompen? La solucion es simple. Es necesario soldarles un tubo para que el extremo de trabajo pase por el canal del manguito guía y golpee hasta que el sillín se desprenda del soporte del asiento. Por supuesto, pueden formarse grietas en el anillo de asiento del sillín o romperse una pieza. Después de completar el procedimiento, es necesario inspeccionar el lugar y, si es necesario, soldar con soldadura de argón.
A menudo, la reparación de la culata no está completa sin comprobar el avión. Esto se puede hacer poniéndose en contacto con un servicio de automóviles que tenga un banco de pruebas o pidiendo a un vecino en el garaje una regla especial para medir el plano de la culata de cilindros.
Medición del plano de la culata de cilindros para determinar la deformación utilizando una regla de metal y una sonda
¡Importante! Se recomienda entregar tales cabezas de bloque a un servicio de automóvil con el equipo adecuado, ya que solo allí podrán medir el avión y molerlo al tamaño deseado.
Entonces, si hay una deformación en la cabeza del bloque o el avión tiene una desviación, entonces debe lijarse. Esta operación se realiza en una rectificadora de superficies especial. Por lo general, se recomienda al reparador de automóviles que no elimine más de 10 mm de espesor. Considere las posibles opciones para rectificar la culata por dimensión:
Reparación 1 - 1-2,5 mm;
Reparación 2 - 2,5-5 mm;
Reparación 3 - 5-7,5 mm;
Reparación de 4 a 10 mm: el valor máximo permitido para moler GBU VAZ 2112.
Proceso de rectificado de la superficie de la culata
¡Nota! Si elimina el grosor del avión más de 10 mm, esto puede provocar un funcionamiento incorrecto del mecanismo de sincronización, pérdida de potencia y un aumento en el consumo de combustible.
La soldadura con argón es un trabajo de soldadura que se realiza sobre aluminio. Para esto, se usa un gas especial: argón. Entonces, para eliminar grietas y defectos de soldadura en los asientos de los asientos de las válvulas, es necesario soldarlos y luego realizar trabajos de fresado en equipos especiales.
El proceso de reparación de grietas en la culata mediante soldadura de argón.
Una vez realizados los trabajos de soldadura y fresado, es necesario preparar la superficie. Para ello, la culata se coloca en un soporte especial, donde se pule la superficie con una pasta especial producida por ABRO o sus análogos. Esto es necesario para que la superficie no tenga rugosidad. Cuando se completa este procedimiento, es necesario lavar una vez más la pieza de virutas de metal y residuos de material de trabajo.
Es mejor montar la culata en un soporte especial.
Cuando la cabeza del bloque se procesa y se lava, puede proceder directamente a su ensamblaje. Pero, antes de eso, debe realizar un trabajo preparatorio. Consideremos todas las etapas del ensamblaje secuencialmente:
La carcasa de la culata se instala en un horno de calentamiento especial.
Mientras tanto, se toman las medidas del asiento de la válvula al asiento, se desdoblan los casquillos guía.
Cuando la culata está caliente, se saca del horno. En caliente, se instalan los asientos de las válvulas.
En un soporte especial, se procesa el chaflán de la válvula.
Pasos del proceso de contracción del asiento de la válvula
Proceso de lapeado de válvulas
Por lo tanto, se está llevando a cabo una revisión a fondo de la culata de un motor VAZ 2112 de 16 válvulas. Este proceso llevará 1-2 días en un servicio de automóvil, pero un automovilista puede pasar mucho más tiempo en su garaje, ya que la falta de una herramienta afectará. Por lo tanto, se recomienda reparar la culata en los servicios de automóviles, donde todo se hará mucho más rápido y mejor. Por supuesto, esto golpeará el bolsillo, ya que una revisión y revisión de alta calidad de esta parte costará en promedio alrededor de 7,000-10,000 rublos. junto con repuestos.