En detalle: reparación de bricolaje de una válvula de hierro fundido de un maestro real para el sitio my.housecope.com.
 La reparación de válvulas es un procedimiento obligatorio que acompaña al funcionamiento de dichos dispositivos. De hecho, existen elementos móviles en el diseño de las válvulas de compuerta, por lo tanto, tales válvulas de cierre necesitan, al menos, la sustitución periódica de dichos conjuntos.
La reparación de válvulas es un procedimiento obligatorio que acompaña al funcionamiento de dichos dispositivos. De hecho, existen elementos móviles en el diseño de las válvulas de compuerta, por lo tanto, tales válvulas de cierre necesitan, al menos, la sustitución periódica de dichos conjuntos.
Además, la válvula puede fallar por otras razones. Por lo tanto, en este artículo consideraremos las amenazas típicas a la funcionalidad del dispositivo y cómo eliminarlas mediante revisiones periódicas o revisiones de la válvula.
El diseño de las válvulas asume que durante el funcionamiento la unidad puede perder su funcionalidad debido a la siguiente combinación de circunstancias:
- Pérdida de estanqueidad en la unidad de acoplamiento cuerpo-tubería.
- Pérdida de estanqueidad en la unidad de acoplamiento del prensaestopas del husillo.
- Pérdida de estanqueidad en la unidad de acoplamiento flap-body.
La causa de las fugas entre el cuerpo de la válvula y el extremo de la tubería es un defecto de montaje o una fuga debido a la deformación de la junta de sellado que sella la junta. El diagnóstico de tal avería se realiza visualmente: la necesidad de reparar válvulas (hierro fundido, acero o polímero) sin diferencia, indica una fuga en el área de la unión entre el cuerpo y la tubería.

La razón de la despresurización de la tapa del cuerpo o la tapa de la caja de empaquetadura es solo una caja de empaquetadura con fugas, un sello que protege el punto de paso del vástago o eje a través de estas partes. Tal avería puede diagnosticarse por fugas en el cuerpo de la válvula. Además, el tipo de problema viene indicado por la fuente (comienzo) del goteo: el cuello de la tapa de la carcasa.
La causa de la fuga interna en el área de la válvula es el uso de válvulas en tuberías que transportan una corriente altamente contaminada, cuyas partículas deforman los anillos de sellado de la cerradura. Además, las partículas pueden depositarse en las paredes internas de la carcasa, evitando así el contacto íntimo con el tapón de la válvula. Es muy difícil diagnosticar tal avería. Después de todo, es posible identificar fallas internas en la unidad solo mediante signos indirectos: la presencia de picos de presión en la tubería bloqueada.
| Video (haga clic para reproducir). |
La tecnología de reparación de válvulas de compuerta depende del tipo de falla. Después de todo, las fugas externas (en el área del tubo del cuerpo y el casquillo del husillo) se diagnostican y eliminan mediante acciones completamente diferentes a las fugas internas (en el área del amortiguador del cuerpo).

Los trabajos de reparación, cuyo objetivo es restaurar la operatividad de la válvula, se llevan a cabo mediante el desmontaje completo de la unidad o mediante el desmontaje-montaje parcial de la válvula. La revisión de la válvula se puede organizar de ambas formas. Para reparaciones parciales, basta con desmontar la tapa del prensaestopas y quitar la tapa del cuerpo. Sin embargo, ambas operaciones comienzan con un paso: cerrar el oleoducto aguas arriba. Por supuesto, para estos fines, se debe utilizar un dispositivo de bloqueo que funcione.
Para mantener el nivel de capacidad de mantenimiento de la línea, es muy importante realizar oportunamente todos los trabajos de reparación en los conjuntos de válvulas. De lo contrario, el costo de restaurar las válvulas de las válvulas aumentará en varios órdenes de magnitud.
El proceso de desmontaje-montaje es el siguiente:
- Al principio, se desmonta el volante, del cual se retira la tuerca de funcionamiento.
- Además, los tornillos de retención de la tapa del casquillo se desenroscan de la tapa de la carcasa. Si la avería está asociada con el ensamblaje del casquillo del husillo, luego de quitar la cubierta, solo necesita desmontar la junta y reemplazarla con un ensamblaje nuevo y sin daños.
- Después de desmontar (y, si es necesario, sustituir) el prensaestopas, es necesario desmontar la conexión de brida en la unión del cuerpo y su tapa. Para ello, los tornillos de montaje de la tapa se desenroscan de los orificios de montaje de la carcasa.
- Después de quitar la cubierta, el eje se puede quitar del cuerpo y la válvula se puede sacar del asiento. En esta etapa, puede limpiar la válvula y el asiento del cuerpo, en el camino reemplazando los elementos de sellado. Además, muy a menudo la válvula simplemente se cambia a una nueva pieza de la misma forma. Después de todo, todos los conjuntos de válvulas son estándar, por lo tanto, el cerrajero no puede tener problemas con la selección de un elemento viable.
- Una vez reemplazada o restaurada la válvula, puede proceder al ensamblaje de la válvula, que se realiza en orden inverso.
Esta operación se puede realizar tanto en una válvula desconectada como en accesorios instalados en la tubería. Pero para reemplazar las juntas o eliminar errores en la unión del cuerpo y la tubería, tendremos que, sin falta, desmontar todo el dispositivo, seguido del desmontaje-montaje y la instalación de accesorios en la tubería.
Una vez finalizado el trabajo de reparación, el cerrajero debe probar la operatividad del dispositivo. Es decir, la válvula reparada debe cerrar la tubería, deteniendo por completo el flujo de líquido en la tubería. 
El dispositivo de control, en este caso, es un manómetro convencional, que debe registrar la caída de presión en la tubería ubicada debajo (en la dirección del flujo) de la válvula.
Válvulas de compuerta de hierro fundido, paralelas, bridadas con vástago ascendente y accionamiento manual
Los discos 8 (Fig.33) no descendieron completamente, no presionaron contra las juntas tóricas del cuerpo
Apriete el volante 2 (Fig. 32) con una llave especial 8 o una llave de palanca para tubos 1. Los extremos del eje 4 y las tuercas deben estar a la misma altura. Antes de apretar con la llave, gire el volante hacia atrás unas cuantas vueltas. Esto asegurará que la válvula se cierre con menos esfuerzo, ya que al extender el husillo se puede lubricar sus roscas.
Arroz. 32. Abrir y cerrar la válvula: a, b - correcto; c - incorrecto; 1 - llave de tubo de palanca; 2 - volante de inercia: 3 - desechos o recortes de tubería; 4 - husillo; 5 - tapa del prensaestopas; 6 - tapa de la carcasa; 7 - cuerpo; 8 - llave especial
El volante gira pero el eje está parado
Esquinas redondeadas de convergencia de los bordes del cuadrado en el eje debajo del volante.
Sujetando el husillo 13 (FIG. 33) con una llave de tubo, desenroscar la tuerca 3 con cualquier llave y quitar el volante 1. Lime los nuevos bordes más bajos que los existentes con una lima, si la longitud del husillo lo permite. Puede, agarrando el eje con una llave para tubos, abrir y cerrar la válvula
Arroz. 33. Una válvula de compuerta de hierro fundido, paralela, bridada con un vástago ascendente y un accionamiento manual: 1 - volante; 2 - tuerca corriente; 3 - nuez 4 - tecla; 5 - nuez; 6 - embalaje de prensaestopas; 7 - junta; 8 - disco; 9 - anillo de estanqueidad del disco: 10 - anillo de estanqueidad del cuerpo: 11 - cuña; 12 - caso; 13 - husillo; 14 - tapa de la carcasa; 15 - perno; 16 - tapa del prensaestopas
El volante gira y la tuerca de desplazamiento está estacionaria
Caerse o cortarse la llave
Sujete el volante 1 con una llave para tubos y desatornille la tuerca 3. Con la otra, desatornille la tuerca 3. Después de quitar el volante, inserte una nueva llave 4 en el chavetero en el chavetero, hecha de un trozo de alambre de acero o un clavo limado con un archivo. La nueva chaveta debe llenar la ranura de la tuerca de recorrido 2 y descansar contra la parte inferior del chavetero del volante. Esto evitará que la llave se caiga.
El volante gira con el husillo y la válvula no se puede abrir para el paso del agua.
El extremo rectangular del eje dentro del cuerpo de la válvula no está acoplado con los discos.
Para bloquear dicho soporte, se perforan dos ranuras opuestas en el cuello de uno de los discos
El volante gira con el husillo y es imposible utilizar la válvula.
Las esquinas del rectángulo del eje entre los discos están redondeadas.
La forma más sencilla es reemplazar el eje con una válvula vieja que se ha vuelto inutilizable por otras razones. También puede quitar el eje de una válvula nueva, lo que llevará menos tiempo que instalar otra válvula.
Restauramos el extremo rectangular desgastado del husillo encogiéndolo, calentando el husillo en una fragua o reparando con soldadura eléctrica. Después de la soldadura eléctrica, las esquinas se corrigen en una máquina de afilar.
La válvula no cierra completamente el agua a pesar del movimiento normal de los discos
Acumulación desigual y rayones en las juntas tóricas
Después de limpiar, frote una de las superficies de los anillos con tiza o limpie con el lado de trabajo de un papel carbón viejo para una máquina de escribir. Ahora limpie la superficie contaminada en la superficie de contacto correspondiente. Regulariza las protuberancias de colores formadas. Lapeado tampoco está prohibido, pero es más largo.
Para lapeado grueso, puede utilizar el polvo sobrante del afilador. También puede preparar un polvo usted mismo a partir de una mezcla de ladrillo y vidrio finamente triturados. Extienda el polvo sobre una superficie plana de metal, baldosas de cerámica, etc. Utilizando los anillos de sellado de bronce de los discos, conduzca a través de la mezcla en diferentes direcciones, a veces levantando. Para que la mezcla envuelva mejor la superficie de los anillos, agregue aceite líquido, la mezcla debe adquirir la consistencia de una crema para botas en cajas (la crema es más delgada en tubos). También se permite el lapeado grueso con papel abrasivo, pegado o atado a lo largo de los bordes del tablero. El ancho de la tabla debe ser mayor que el diámetro del anillo. Frote toda la superficie de una vez, cambiando las direcciones de los movimientos alternativos y aplicando una presión uniforme en toda la superficie de la tabla. De esta forma, es conveniente limpiar la superficie del disco, pero es difícil limpiar la superficie interna de la caja al lapear, se pueden utilizar pastas especiales como GOI.
El volante se pliega desde la tuerca de funcionamiento.
1. Muele una nueva tuerca en un torno creando bordes en una fresadora o con una sierra para metales y una lima. Tenga en cuenta que la tuerca de desplazamiento es casi siempre internamente trapezoidal y externamente métrica. En las válvulas D = 50 mm, en lugar de una llave, se corta una rosca externa en la tuerca de desplazamiento 2. En él se atornilla un volante, que tiene una rosca correspondiente en el orificio interior del buje. El volante se contrarresta con la tuerca 3 (ver Fig. 33). Cabe señalar que las roscas de la tuerca de funcionamiento y el volante son a izquierdas, es decir, el volante se saldrá de la tuerca de funcionamiento si la aprieta, queriendo bajar los discos y cerrar la válvula.
2. Quite la tuerca de una válvula similar que no esté instalada en las tuberías. Gire la tuerca en el sentido de las agujas del reloj. Vuelva a instalar la tuerca atornillándola en sentido antihorario hasta que se sujete con las roscas del cubo del volante.
3. Desatornille el volante motor. Poniendo un trapo debajo de las mordazas de la llave para tubos, gire el eje por el extremo roscado superior en la dirección deseada.
No se puede girar el cubo del volante
Radios de rueda y volante rotos
Seleccione la llave de tubo del número correspondiente en el cubo o retire los cubos y trabaje con la llave existente. Para sujetar superficies cilíndricas, la llave debe tener dos mordazas de dientes afilados
No se puede abrir y cerrar la válvula
Poniendo un trapo debajo de las mordazas del tornillo de la tubería, gire el eje por el extremo roscado con él.
Fuga por debajo de la tapa del prensaestopas
Empaquetadura de prensaestopas suelta
Apretar uniformemente y alternativamente las tuercas 3 en los pernos 15. Si la brida de la tapa del casquillo 16 descansa contra la brida de la tapa 14 del cuerpo, entonces es necesario rellenar el empaque 6 o quitar los restos del anterior y reemplazar con uno nuevo. El prensaestopas solo se puede reemplazar apretando el volante hasta el límite y verificando cuánto está cerrada la válvula. Para hacer esto, abra una de las válvulas o grifos ubicados detrás de la válvula. Una fuga de agua débil no será un obstáculo, pero con un chorro de agua fuerte, está prohibido rellenar la glándula, ya que el agua la exprimirá.
Para rellenar el prensaestopas, desenrosque las tuercas 3 que sujetan la tapa del prensaestopas. Retirarlo de la tapa de la carcasa 14. Es más fácil hacer esto si la tapa del casquillo es secuencialmente, o incluso mejor al mismo tiempo, apalancando desde ambos lados, por ejemplo, con una pala de un destornillador grande y un spudger o con los mangos de las palancas de llave de tubo. Para evitar que la tapa del sello de aceite interfiera en el futuro, cuélguela de un cable de los radios del volante. Limpie el asiento del prensaestopas expuesto de suciedad y restos de empaque viejo con un gancho de acero. Después de instalar la primera capa de empaque nuevo, intente apisonarlo bien. Es más conveniente hacer esto con la misma tapa del prensaestopas, si entra libremente
en el agujero. Al colocar las capas de sellado, también ayudará la mitad del tubo de un diámetro adecuado, cortado a lo largo. Será más conveniente usar la mitad del tubo si el mango está soldado a él en un ángulo de 90 °. Se puede utilizar como mango aserrado en un ángulo de 20-30 ° y sector doblado: tubos.
Baje la tapa de la caja de empaquetadura sobre la caja de empaquetadura recuperada y apriete con las tuercas. El espacio entre la brida de esta cubierta y la brida de la cubierta de la carcasa debe permanecer de 6 a 10 mm como reserva. Compruebe la calidad de su trabajo subiendo y bajando el eje. Una fuga de agua indicará la necesidad de apretar más las tuercas.
Si no hay un sello estándar, use tela de saco retorcida o tiras de algodón ligeramente engrasadas con aceite para evitar que se pudra. Apto para sellar y cuerdas de fibras naturales. El retén de aceite también puede estar formado por semianillos de goma especialmente cortados, pero en este caso es necesario apretar ligeramente la tapa del retén de aceite. Un apriete fuerte conducirá a la aparición de una resistencia excesiva al movimiento del eje y la goma se desmoronará.
Junta rota o apretada
Como en el caso anterior, cierre la válvula y compruebe cuánta agua no pasa por ella. A continuación, retire los pernos de conexión entre la cubierta 14 y el cuerpo 12 y, después de una vez, reemplácelos por otros más largos (20-25 mm más largos). Quite también los tornillos restantes y, en los largos, desenrosque las tuercas 2-5 roscas e inmediatamente gire el volante hacia el cierre. La cubierta 14 se levantará ligeramente. Repita el "procedimiento" hasta que haya un espacio de 1 a 15 mm, suficiente para cambiar la junta 7. A veces, el espacio se aumenta para limpiar las superficies de los restos de la junta gastada.
Cortar una junta nueva a lo largo de la vieja oa lo largo de la tapa, reduciendo las dimensiones exteriores en dos diámetros de perno. En un lugar, corte la junta en forma de zigzag para insertarla en el espacio entre la tapa y el cuerpo. El zigzag en el corte de la junta debe evitar la filtración de agua. Por seguridad, se pueden instalar dos espaciadores con una incisión de 180 °. Deje los "cuernos" en el espaciador para ajustar la posición del espaciador al cortar.
El mejor material de la junta es la lámina de goma, el peor es el cartón aceitado normal no corrugado
La principal razón del fallo de las válvulas de cierre es la fuga de los elementos de sellado. Las razones de esto pueden ser:
- suciedad atrapada debajo del dispositivo de sellado;
- rayones, hendiduras o desgaste desigual en las superficies del sello.
Si se detecta una fuga en la válvula, es necesario abrirla y cerrarla varias veces, permitiendo que el flujo de agua lave la suciedad acumulada en los sellos. Si esto no ayuda, desmonte la válvula o la válvula y elimine la suciedad de las superficies de sellado. En este caso, debe prestar atención a la presencia de arañazos, hundimientos o abolladuras y otras irregularidades en las superficies y, si es necesario, eliminarlas lapeándolas.
Lapeado de válvulas de cierre produciendo de la siguiente manera.Las superficies de sellado se lubrican con aceite de máquina limpio y se rocían con polvo de esmeril o vidrio triturado. Después de eso, la solapa se gira uniformemente a lo largo de la superficie solapada hasta que los defectos en las superficies de sellado se eliminan por completo. Al final, se realiza un lapeado fino con una pasta especial. Después de eso, las superficies se limpian con trapos limpios empapados en queroseno, se secan y se limpian con aire comprimido.
Puede comprobar la calidad del lapeado con aceite o con un lápiz. Una de las superficies lapeadas se lubrica con aceite mineral, se aplica a la otra superficie y, presionando ligeramente, se gira hacia la derecha y hacia la izquierda en un ángulo de no más de 20 ° 10-12 veces. Luego, las superficies se secan con un paño y se ven a la luz. Con un lapeado de alta calidad, toda la superficie debe brillar. Si hay áreas o rayas brillantes prominentes, entonces debe volver a lapear con pasta. Al verificar con un lápiz, se aplican cuatro líneas radiales a la superficie rallada con un lápiz de grafito. Con un buen lapeado, los trazos de lápiz deben borrarse en toda la superficie en un área de al menos el 75%, de lo contrario se debe repetir el lapeado. La estanqueidad de las superficies de sellado de las válvulas de cierre se realiza mediante una prueba hidráulica.

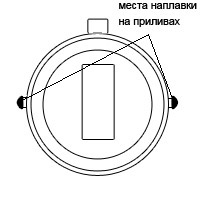 1. La válvula está ubicada en una tubería horizontal y permite que el agua pase en la posición cerrada. En este caso, las mareas en los discos de las puertas no tocan firmemente las paredes del cuerpo, como resultado de lo cual los discos se desplazan de las superficies de sellado del cuerpo y forman un espacio entre los discos y el cuerpo de la válvula.
1. La válvula está ubicada en una tubería horizontal y permite que el agua pase en la posición cerrada. En este caso, las mareas en los discos de las puertas no tocan firmemente las paredes del cuerpo, como resultado de lo cual los discos se desplazan de las superficies de sellado del cuerpo y forman un espacio entre los discos y el cuerpo de la válvula.
Este mal funcionamiento se puede eliminar fusionando las mareas. Entonces la válvula funcionará correctamente en cualquier posición.
2. Después de un funcionamiento prolongado de las válvulas, la cuña no expande las superficies de sellado lo suficiente y la válvula permite que el agua pase a través de la posición cerrada.
En este caso, la cola de la cuña se alarga saliendo a la superficie.
3. Caída de anillos de bronce de los discos o del cuerpo de la válvula.
Los anillos de bronce se colocan en los discos o en una ranura del cuerpo solo cuando están calientes. Al instalar el anillo antiguo, también puede asegurarlo con pasadores de cobre. En este caso, debajo de los anillos debe colocar un hilo de empaque de asbesto aceitado o cable de plomo, esto simplificará la eliminación de los anillos viejos de la ranura.
4. Caída de los discos de la puerta por rotura de la abrazadera de acero. En este caso, es imposible abrir o cerrar la válvula.
Al reparar este mal funcionamiento, sería mejor reemplazar la abrazadera de acero por una de cobre o latón. En este caso, fije los discos al eje con un perno.
5. La falla de la tapa del prensaestopas suele ir acompañada de una fuga de agua por debajo del vástago de la válvula. Para eliminar rápidamente las fugas de agua sin desmontar la válvula, puede usar una almohadilla de metal, que debe fijarse sobre la tapa de la caja de empaquetadura dañada.
6. Una caja de empaquetadura defectuosa también hará que se filtre agua a través del vástago. Si este mal funcionamiento no se elimina en la etapa inicial, más adelante puede provocar una fuga de agua de emergencia, así como crear condiciones para daños mecánicos en el vástago o la caja de empaquetadura de la válvula. Las fugas en el empaque pueden deberse a las siguientes razones:
- violación de la cilindricidad del husillo;
- embalaje incorrecto del embalaje en la caja de empaquetadura;
- elección incorrecta del material de embalaje;
- Empaquetadura de prensaestopas insuficiente durante la colocación.
Al ser detectado fugas de agua a través del prensaestopas, el prensaestopas está apretado, aquí debe tener cuidado, porque la tapa del prensaestopas está hecha de hierro fundido y puede dañarse con una fuerza excesiva. Si no fue posible eliminar la fuga apretando el empaque, el empaque se reemplaza por uno nuevo. El empaque viejo se retira de la caja de empaquetadura, luego el cordón trenzado se corta en anillos, a lo largo de una longitud igual a la circunferencia del eje y se coloca en la cámara de modo que las juntas del empaque estén espaciadas fuera de alineación y se superpongan entre sí. . El empaque se termina presionando el prensaestopas con una tapa (seguidor de prensaestopas). La tapa de la caja de empaquetadura está sujeta de modo que no haya distorsión y la profundidad en la caja de empaquetadura no exceda de 3-5 mm. En este caso, el eje debe girar fácilmente sin el uso de fuerzas especiales o palancas.El empaque de prensaestopas en válvulas con un diámetro de 15-40 mm se puede hacer con un solo cordón, y para diámetros de 50 mm o más es necesario cortarlo en pedazos.
7. Roturas en válvulas de hierro fundido. La razón de las rupturas es principalmente el alargamiento de temperatura de las tuberías, lo que crea una tensión en el metal de la válvula de compuerta superior a la permitida. Además, la causa de las roturas puede ser una fundición de hierro fundido de mala calidad o la congelación del agua en ellas.
Para evitar la rotura de válvulas, se deben cumplir las siguientes reglas:
- Proporcione compensación para las tuberías para que no surjan tensiones elevadas en el metal del cuerpo.
- Los pernos de la brida deben apretarse uniformemente.
- Las válvulas de compuerta ubicadas en tuberías sobre el suelo deben estar aisladas.
- Protección de la válvula contra esfuerzos mecánicos durante el almacenamiento y transporte.
La necesidad de reparar la válvula es su principal desventaja, pero la posibilidad de reparación es una de las principales ventajas.
Cierre de flujo con fugas
Defectos en las superficies de contacto de la válvula y el cuerpo. (incrustaciones, sumideros, rayones)
Lapeado de superficies de sellado en la válvula y en el cuerpo. Por regla general, las superficies de contacto están hechas de bronce. Para hacer esto, es necesario desmontar la cubierta, quitar la persiana y, si es necesario, el cuerpo. El pulido se realiza con pastas de diamante de varios tamaños de grano con una transición gradual de grueso a fino.
Debe tenerse en cuenta que en las válvulas de cuña, después de varios lapeados, la válvula se asienta, lo que conduce a una fuga incluso con superficies de cuña pulidas.
Fuga por debajo de la caja de empaquetadura a lo largo del vástago
Apriete las cajas de empaquetadura y, si es necesario, reemplace la empaquetadura de la caja de empaquetadura.
Si, después de reemplazar la caja de empaquetadura, no fue posible eliminar la fuga, lo más probable es que se hayan formado picaduras de corrosión en el vástago y tendrá que ser soldado o reemplazado.
El volante no se puede girar
Ocurre en válvulas que carecen de atención por parte del personal de mantenimiento y se abren menos de una vez al año. La razón es la cal en las superficies de sellado.
Retire la tapa superior de la válvula y limpie el disco y las superficies de sellado del cuerpo. Si es necesario, lapeando las superficies de fricción.
No golpee el vástago, ya que la tuerca guía podría romperse.
El volante gira pero la válvula no se abre
Al abrir el obturador "se cayeron las mejillas"
En las válvulas de vástago ascendente, este problema ocurre cuando la “leva” del vástago que retiene la válvula está desgastada o si las roscas de la tuerca guía del vástago se han pelado.
Si hay un problema con el vástago, reemplácelo o suelde una “leva” desgastada.
Se debe reemplazar una tuerca guía desgastada si el diseño de la válvula lo permite.
En válvulas con vástago sin desplazamiento, la válvula puede caer cuando se desgasta la tuerca fijada. Para eliminar el mal funcionamiento, es necesario reemplazar la válvula, ya que lo más probable es que no sea posible reemplazar una tuerca con una rosca pelada.
No desmonte la válvula mientras esté bajo presión.
Después de la instalación, es necesario eliminar el aire de la válvula; para esto, los pernos que presionan la glándula se aflojan y, después de la aparición de gotas de agua debajo de la glándula, se presionan los pernos.
Una vez al mes, realice un ciclo completo, abierto / cerrado, para limpiar las superficies de fricción de una pequeña capa de sarro o lodo acumulados.
Mantenga lubricado el vástago de las válvulas de vástago ascendente.
Verifique que no haya fugas en la empaquetadura del vástago una vez a la semana y vuelva a apretarla o reemplácela si es necesario. No está permitido reemplazar la caja de empaquetadura en una tubería bajo presión.
La válvula de compuerta no debe estar en una posición intermedia durante el funcionamiento. Se permite la posición de válvula completamente abierta o completamente cerrada.
Los accesorios para tuberías son utilizados por empresas en la industria de la energía, viviendas y organizaciones comunales, en las industrias metalúrgica, química, alimentaria y otras.
Tabla de variedades y clasificaciones de válvulas para la tubería.
Las válvulas de cierre, separación de fases, protección, distribución, alta presión, cierre y control y control actúan en el área de flujo, determinan cambios en el flujo de sustancias, realmente las controlan. La función de las válvulas es iniciar y detener el flujo del medio de trabajo. Los diagnósticos oportunos y la reparación de alta calidad de las válvulas garantizan un funcionamiento eficiente de todo el sistema, una fijación confiable de las posiciones extremas de la unidad ("cerrado", "abierto").
El movimiento del flujo de gas, vapor o líquido está regulado por el tipo más común de válvulas de cierre: una válvula de compuerta. Puede clasificar condicionalmente los dispositivos de acuerdo con varias características.
Por tipo, las válvulas se distinguen:
Las superficies de asiento de la válvula de compuerta paralela son paralelas entre sí.
Según la forma del obturador, las válvulas de válvula se distinguen:
Una característica de las válvulas de cuña es la detención del movimiento del flujo de sustancias mediante la rotación de traslación de la compuerta perpendicular al flujo principal de la sustancia transportada. Las superficies de sellado de la puerta de cuña están ubicadas en un cierto ángulo entre sí. Todos los tipos de cuñas están hechos de acero de alta aleación. Aplicación: transporte de amoniaco (líquido y gaseoso), vapor y agua, productos petrolíferos no agresivos.
Las superficies de asiento de la válvula de compuerta paralela son paralelas entre sí. Distinga entre válvulas de disco simple (compuerta) y de disco doble.
Por el tipo de movimiento del husillo, existen válvulas:
- con husillo giratorio (movimientos de traslación-rotación y traslación);
- con vástago y husillo ascendentes (solo movimientos giratorios).
Las válvulas de vástago giratorio se utilizan en tuberías donde se requiere lubricación por fricción de la tuerca y el husillo y no existe amenaza de corrosión de los componentes. Las válvulas de compuerta con vástago ascendente son más altas que las giratorias, por sus características técnicas se utilizan en todos los demás sistemas.
Se utiliza una válvula de hierro fundido para iniciar y detener por completo el flujo de sustancias. La temperatura máxima de funcionamiento es de 225 ° C.
Por el tipo de material, las válvulas se distinguen:
Una válvula de compuerta de acero bloquea el movimiento en la tubería. Sustancias de trabajo permitidas: vapor, agua, productos de aceite no agresivos en forma gaseosa y líquida. Se utilizan para trabajar con diferentes niveles de presión y pasajes en climas templados a lo largo de toda la tubería.
La válvula de hierro fundido se utiliza para iniciar y detener por completo el flujo de sustancias. La temperatura máxima de funcionamiento es de 225 ° C. Sustancias permitidas: vapor, productos derivados del petróleo, aceite, agua. Se permite la instalación en tuberías horizontales y verticales, teniendo en cuenta las peculiaridades de la instalación.
Ambos tipos de válvulas pertenecen a la categoría de válvulas reparadas con vida útil forzada.
Por separado, se distingue una válvula de manguito, que consiste en un tubo elástico colocado en una carcasa protectora con bridas en las bridas. No hay ningún contacto con el medio de trabajo. El principio de funcionamiento es el cierre unilateral o bilateral de la manguera elástica (pellizco). Aplicación: transporte de lodos abrasivos, productos petrolíferos, lodos, sustancias agresivas. La temperatura del medio no debe exceder los 110 ° С, y la presión en la tubería no debe exceder los 6 kgf / cm 2.
La instalación y el mantenimiento de los dispositivos deben ser realizados por especialistas altamente calificados.
El uso de válvulas en tuberías tecnológicas y de transporte en empresas clave y auxiliares de diversos tipos de industria, en sistemas de energía, en tuberías de gas, petróleo y agua se debe a las siguientes características técnicas:
- larga vida útil en condiciones adversas;
- baja resistencia hidráulica;
- Resistencia a cargas importantes.
La instalación y el mantenimiento de los dispositivos deben ser realizados por especialistas altamente calificados con un nivel suficiente de conocimiento, admisión para realizar una operación específica y que tengan las habilidades para usar un tipo específico de válvulas.
La razón principal del mal funcionamiento de la válvula es el daño a la superficie de los anillos de sellado debido a la entrada de pequeñas partículas extrañas (arena, escamas, etc.), mientras que la estanqueidad de la estructura se rompe, la sustancia transportada se filtra. Además de las importantes pérdidas de material, al transportar sustancias peligrosas o corrosivas a través de una tubería con unidades defectuosas, es posible que se produzcan daños al medio ambiente y, en las situaciones más difíciles, se pone en riesgo la vida de los trabajadores involucrados en el proceso.
Al final del trabajo, los especialistas prueban los ensamblajes para verificar la estanqueidad de los sellos, prueban la operabilidad del dispositivo.
El diagnóstico oportuno y la reparación del estado técnico de la unidad afectan la calidad y la eficiencia del sistema.
Para eliminar fallas, dependiendo de la ubicación de la unidad dañada, observando las reglas de seguridad, las válvulas se desmontan y al final del trabajo se ensamblan con una herramienta estándar en talleres especialmente equipados o directamente en el sistema de tuberías. El empleado responsable del trabajo está obligado a garantizar la protección adecuada de los elementos roscados y de sellado contra daños, para evitar la entrada de partículas extrañas en la cavidad de la unidad. Al final del trabajo, los especialistas prueban los ensambles para verificar la estanqueidad de los sellos, la válvula, la junta y prueban la operabilidad del dispositivo.
Se prohíbe la reparación y el desmantelamiento de válvulas de válvula si:
- hay presión en la cavidad o sistema de la válvula;
- el medio permanece en el dispositivo.
Es inaceptable utilizar nudos para regular el flujo.















